
Was ist Shell-Mould-Guss?
Shell-Mould-Guss ist ein präzisionsorientierter, verwendbarer Formkern Herstellungsprozess. Anstatt eine massige Flasche zu verwenden, die mit traditionellem Gag-Gies-Sand, wird bei dieser Technik eine Mischung aus feinkörnigem Sand und duroplastischem Harz verwendet. Wenn diese Mischung auf ein erhitztes Metallmuster aufgetragen wird, härtet sie zu einer dünnen, festen Hülle aus. Sobald die Hälften der Hülle verbunden sind, flüssiges Metall in die Kavität gegossen, um das Endteil zu bilden. Der hocheffiziente Shell-Sand-Aushärtungsprozess in der Metallgießerei Verfahren bietet im Vergleich zum herkömmlichen Sandguss.
Historie und Entwicklung in der Metallgießerei
In Deutschland in den 1940er-Jahren von Johannes Croning entwickelt, revolutionierte der Shell-Mould-Guss die foundry-Industrie, indem die Einschränkungen des traditionellen Sandgusses adressiert wurden.
- Frühe Innovationen: Ursprünglich entwickelt, um Massenproduktion hochpräziser Militärteile mit minimalen Bearbeitungsanforderungen zu ermöglichen.
- Materialfortschritte: Der Wandel von einfachen Bindemitteln zu fortschrittlichen Phenolharzen optimierte die Aushärtungsphase, wodurch stärkere, zuverlässigeren Schalen entstanden, die extremen Temperaturwechseln standhalten können.
- Moderne Integration: Heute kontrolliert automatisierte Maschinerie perfekt die Temperatur und das Verhältnis von Harz zu Sand und verwandelt eine stark manuelle Technik in einen hoch skalierbaren industriellen Standard.
Bedeutung in der modernen Fertigung
Als führender Hersteller und Lieferant von Gussbearbeitungsmaschinen erkennen wir, dass das Schalengießen ein unverzichtbares Gut für den globalen Markt ist. Der moderne Fertigungssektor verlangt aggressiv nach Effizienz, Präzision und Kosteneffektivität.
- Überragende Genauigkeit: Minimiert den Bedarf an umfangreichen Nachbearbeitungsbearbeitungen nach dem Guss drastisch, spart Zeit und Arbeitskosten.
- Optimierter Ressourceneinsatz: Verbraucht deutlich weniger Sand als herkömmliche Methoden, schafft eine leichtere, leichter transportierbare Form.
- Außergewöhnliche Qualität: Nimmt hohe Temperaturen sicher auf das geschmolzenen Metall, und liefert zuverlässig komplexe Teile mit komplizierten inneren Hohlräumen und hervorragender dimensionaler Stabilität.
Dieser bewährte Prozess überbrückt gekonnt die Lücke zwischen einfachen Gussmethoden und hochpreisigen Präzisionsverfahren und etabliert sich als wesentiger Eckpfeiler der modernen industriellen Produktion.
Der Shell-Sand-Härtungsprozess im Metallguss
Die Shell-Sand-Aushärtungsprozess in der Metallgießerei ist eine präzise thermische Methode, mit der wir die Kluft zwischen standardmäßigem Grünsandguss und kostenintensivem Feinguss überbrücken. Diese Technik beruht auf einer chemischen Reaktion zwischen Wärme und thermosettenden Harzen, um eine Form zu schaffen, die außergewöhnliche dimensionsstabilität und Oberflächenfinish bietet.
Pattern-Erstellung und Vorheizung
Jeder Zyklus beginnt mit einem präzisionsbearbeiteten Metallmuster, typischerweise aus Eisen oder Stahl, um wiederholte thermische Zyklen zu überstehen. Im Gegensatz zu kalten Prozessen müssen wir dieses Muster signifikant erhitzen, um die chemischen Bindemittel zu aktivieren. Wir bringen das Metallmuster auf einen Temperaturbereich von 175°C bis 370°C. Dieser Vorheizschritt ist kritisch; wenn das Muster zu kühl ist, bildet sich die Shell nicht, und wenn es zu heiß ist, kann das Harz vorzeitig verbrennen. Für diejenigen, die an den grundlegenden Grundlagen der Formherstellung interessiert sind, bietet das Verständnis wie man eine Sandgussform herstellt wesentlichen Kontext für diese fortgeschrittenen thermischen Techniken.
Harzbeschichtete Sandanwendung und Aushärtung
Sobald das Muster die Zieltemperatur erreicht, wenden wir den resin-beschichteten Sand an. Wir verwenden Silica-Sand von hoher Reinheit (≥ 97% SiO₂, AFS 50–70), gemischt mit 2,5–5% duroplastischem Harz, wie Phenolharz, Furanharz oder Epoxidharz.
- Investition: Die Sandschmischung wird auf das heiße Muster gekippt oder hineingeblasen. Die Hitze des Musters schmilzt das Harz, wodurch die Sandskornen an der Oberfläche haften.
- Schalenbildung: Innerhalb von Sekunden bildet sich eine harte Schale gegen die Musterfläche. Wir kontrollieren die Einbrennzeit, um eine bestimmte Schalendicke zu erreichen, typischerweise zwischen 6 mm und 13 mm.
- Aushärtung: Das Muster, now mit der Sandschalene beschichtet, durchläuft oft eine sekundäre Erhitzungsphase. Diese Aushärtungsdauer beträgt 2 bis 5 Minuten, wodurch das Harzmatrix vollständig vernetzt wird. Dies führt zu einer starren Form, die erheblichem Druck standhält, ohne sich zu verformen.
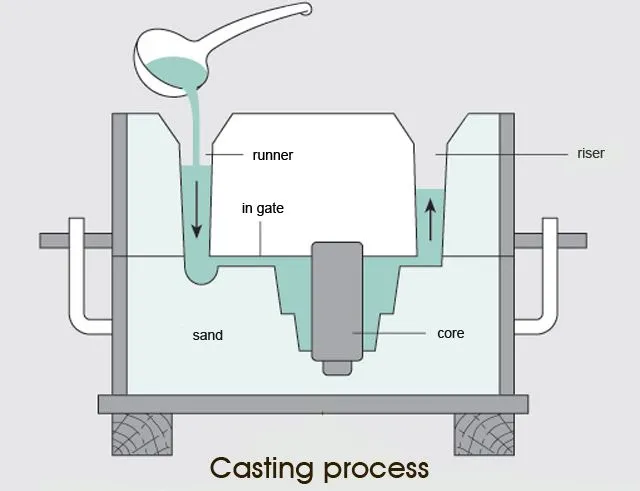
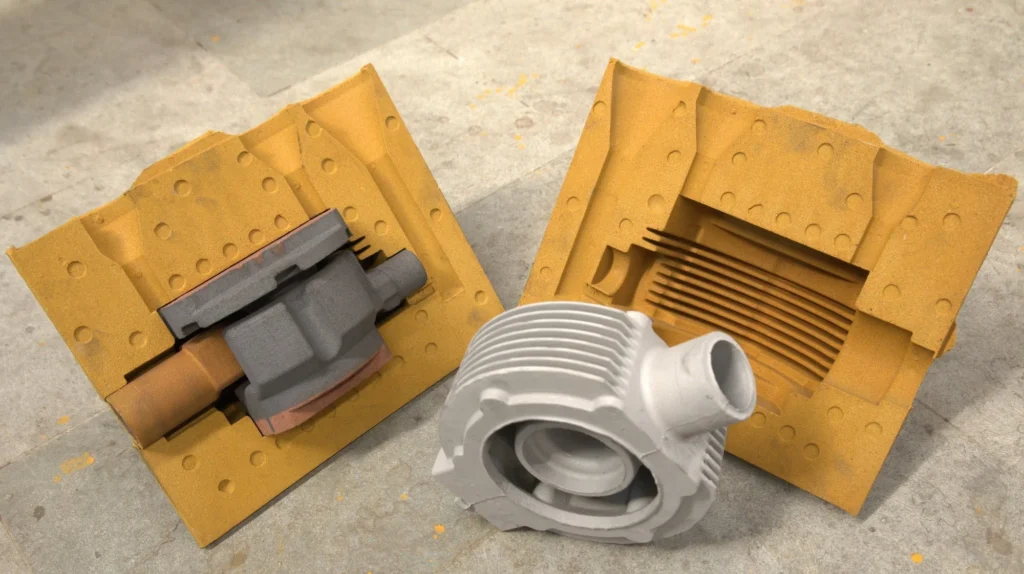
Formenmontage und geschmolzenes Metall Gießen
Nach der Aushärtung extrahieren wir die gehärtete Schale aus dem Muster. Da die Schale nur eine Halbfassung ist, verbinden wir zwei Hälften mithilfe hochfesten Klebers oder Klammern, um eine komplette Kavität zu bilden. Diese zusammengesteckte Form ist robust und kann molten metal-Drucke bis zu 0,5 MPa.
Wir gießen dann das flüssige Metall direkt in die Schalenmontage. Unser Prozess ermöglicht eine breite Palette von Gießtemperaturen, abhängig von der Legierung:
- Aluminium-Legierungen: ~700°C
- Gusseisen: ~1.350°C
- Stahl: ~1.450°C
Abkühlung, Shakeout und Gussbearbeitung
Wenn das Metall erstarrt, verbrennt die Hitze aus der Gießung schließlich den Harzbinder – ein Prozess, der als pyrolytische Zersetzung bekannt ist. Dies macht das Shakeout unglaublich effizient; die Form zerfällt im Wesentlichen vom festen Metallteil ab.
Das endgültige Ergebnis der Shell-Sand-Aushärtungsprozess in der Metallgießerei ist eine Komponente mit überlegener Oberflächenqualität und einer Rauheit (Ra) zwischen 3,2 µm und 6,3 µm. Die geometrische Genauigkeit ist ebenso beeindruckend und hält Toleranzen von ±0,3 mm. Dieses hohe Maß an Genauigkeit reduziert den Bedarf an Nachbearbeitung deutlich und ermöglicht schnellere Durchlaufzeiten im Vergleich zu traditionellen Methoden, die in unserem sand mold casting guide.
Geeignete Materialien für Shell-Sand-Guss
Als Hersteller und Lieferant von Gussbearbeitungsmaschinen wissen wir, dass die Zuordnung des richtigen Metalls zu Ihrem Prozess entscheidend ist. Die Shell-Sand-Aushärtungsprozess in der Metallgießerei Methode ist unglaublich vielseitig. Sie bewältigt hohe Hitze und liefert enge Toleranzen, wenn flüssiges Metall in eine Verschleißform gegossen wird.
Hier sind die primären Materialien, die in diesem Prozess gedeihen:
Kohlenstoff- und Legierte Stähle
Der Shell-Prozess verarbeitet Hochtemperaturgüsse ohne Probleme. Dies macht ihn ideal für robuste, hochfeste Materialien.
- Hohe Präzision: Erfasst auch bei hohen Schmelzpunkten feinste Details.
- Langlebigkeit: Perfekt für schwere industrielle Bauteile, die eine solide strukturelle Integrität benötigen.
Gusseisen
Gusseisen ist eine wesentliche Grundlage im Shell-Formen-Guss. Ob graues Eisen oder duktiles Eisen gegossen wird, der verhärtete Formsand hält dem flüssigen Metall schön stand.
- Überlegene Oberfläche: Wir erzielen deutlich bessere Oberflächenqualität und deutlich weniger Defekte im Vergleich zu dem, was man typischerweise sieht, wenn man Grünsand beim Gießen verwendet.
- Konsistenz: Die starren Formen verhindern Wandbewegungen oder Schwund, und sorgen jedes Mal für genaue Abmessungen.
Aluminium und Nicht-Eisen-Metalle
Während schwere Metalle Standard sind, gießen wir auch eine Menge leichter, nicht-ferroser Materialien Sand. Wenn Sie einen tieferen Einblick wünschen, wie sich verschiedene Materialien in der Produktion verhalten, unser umfassendes Form- und Gussleitfaden bricht es weiter herunter.
- Hervorragender Fluss: Aluminium, Kupfer und Messing fließen sanft in die feinen Hohlräume der Hülle.
- Saubere Oberflächen: Die unglaublich glatten Innenwände verringern den Bedarf an nachträglichen Bearbeitungen und Polieren erheblich.
Vorteile und Grenzen des Verfahrens
Hohe Präzision und hervorragende Oberflächenqualität
Wenn wir die Shell-Sand-Aushärtungsprozess in der Metallgießerei Techniken verwenden, ist der unmittelbare Vorteil eine außergewöhnliche Genauigkeit. Der harzbeschichtete Gag-Gies-Sand gießt eng gegen das erhitzte Metallmodell an, um eine starsche, hochdetaillierte verwendbarer Formkern. Einmal das flüssiges Metall diese Höhlung füllt, erfasst sie komplexe Geometrien mühelos. Dies liefert eine glatte, überlegene Oberflächenqualität, die traditionelle Sandguss einfach nicht erreichen können.
Reduzierter Materialabfall und Bearbeitung
Aufgrund dieser hohen Präzision benötigen Ihre Giessteile deutlich weniger Nachbearbeitung nach dem Gießen. Sie kommen dem endgültigen Netto-Form-Soll direkt aus der Form viel näher, sparen Zeit und Arbeitsaufwand. Außerdem, Shell-Mould-Guss basiert auf einer dünnen, hohlen Hülle statt auf einem massiven, schweren Sandsiegelring. Dies reduziert den Materialabfall erheblich. Der Einsatz von Automatisierung im Gussprozess für hochpräzise Investitionsgussteile kann diese Materialeffizienz weiter sichern und Ihre gesamte Produktionslinie optimieren.
Anlagenaufbau und Werkzeugkosten
Jeder Herstellungsprozess hat seine Hürden, und beim Shell-Molding ist es die upfront Kosten. Die Erstellung der schweren Metallformen, die wiederholtem Erhitzen und Aushärten standhalten müssen, ist teuer.
- Hohe Anfangsinvestition: Werkzeugkosten sind im Vergleich zu Standard-Holz- oder Kunststoffmustern deutlich höher.
- Volumenanforderung: Aufgrund der Rüstkosten ist dieser Prozess am kosteneffektivsten bei mittelgroßen bis hohen Produktionsvolumina.
Als Hersteller von Gussbearbeitungsmaschinen wissen wir, dass unabhängig davon, ob Sie in langlebige Metallformen oder eine automatisierte Wachseinspritzmaschine, upfront Kapital erforderlich ist, um wiederholbare, langfristige Präzision zu erreichen.
Größenbeschränkungen für Gussteile
Wir müssen anerkennen, dass diese Methode nicht für massige Bauteile geeignet ist. Der Prozess ist speziell für kleine bis mittelgroße Komponenten ausgelegt.
- Gewichtsbegrenzungen: Diese Methode ist typischerweise am besten geeignet für Metallteile mit einem Gewicht unter 45 kg.
- Strukturelle Integrität: Obwohl sie stark ist, wird eine dünne Schalenform schließlich Schwierigkeiten haben, massive, schwere Volumina sicher zu enthalten das geschmolzenen Metall ohne das Risiko eines strukturellen Ausfalls.
- Ofenkapazität: Das Erwärmen und Aushärten von oversized Metallmustern erfordert ungewöhnlich große Öfen, was es unpraktisch und sehr energieintensiv für oversized Aufträge macht.
Gängige Anwendungen der Shell-Gussmethode
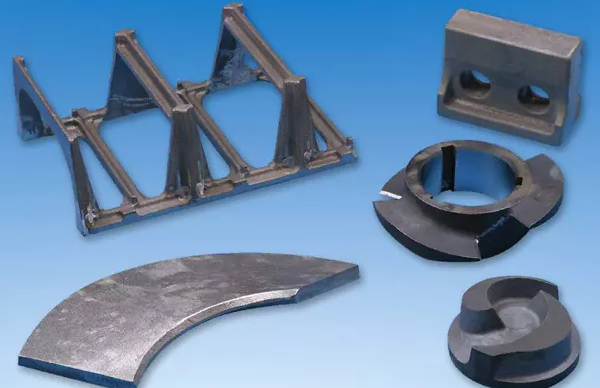
Die Shell-Sand-Aushärtungsprozess in der Metallgießerei die Technik ist eine bevorzugte Wahl für Branchen, die eine Balance zwischen hoher Präzision, Oberflächenqualität und kosteneffizienten Produktionsvolumina benötigen. Indem wir die Lücke zwischen herkömmlichem Greensand-Guss und teurem Investitionsguss überbrücken, bieten wir Lösungen für kritische Sektoren, in denen ein Bauteilversagen keine Option ist.
Automobil- und Transportbauteile
In den Bereichen Automotive und Transport ist Konsistenz und Zykluszeit entscheidend. Wir nutzen Shell-Molding, um hochbelastbare Antriebskomponenten wie Zylinderköpfe, Pleuelstangen und Gehäuse zu fertigen. Der Prozess unterstützt eine hohe Automatisierung, sodass wir eine tägliche Durchsatzleistung von 400–600 Teilen pro Station bei gleichzeitig engen Maßtoleranzen von ±0,3 mm erreichen.
Durch den Einsatz fortschrittlicher Anwendung für automatisierte Gehäusebeschichtung Systeme sorgen für eine gleichmäßige Harzverteilung im Sand, wodurch Gussformen entstehen, die hochreproduzierbare Bauteile für Autos, Bahnen und Marineaggregate liefern.
Wichtige Automotive-Anwendungen:
- Motorteile: Kurbel- und Nockenwellen, die eine hervorragende Verschleißfestigkeit erfordern.
- Getriebe-Bauteile: Getriebegehäuse und Schaltgabeln.
- Bremsanwendungen: Komplexe Geometrien für Bremssättel und Trommeln.
Teile der Luft- und Raumfahrtindustrie
Die Luft- und Raumfahrtindustrie verlangt Bauteile mit komplexen Geometrien und einem erstklassigen Festigkeits-Gewicht-Verhältnis. Der Shell-Sand-Aushärtungsprozess ermöglicht es uns, dünnwandige Gussstücke zu fertigen, die auch unter extremen Bedingungen ihre strukturelle Integrität behalten. Da der ausgehärtete Shell starr und stark ist (bis zu 0,5 MPa Druck standhaltend), können wir komplexe Designs herstellen, die mit Greensand schwer zu erreichen wären.
Darüber hinaus reduziert die überlegene Oberflächenqualität (Ra 3,2 µm – 6,3 µm) den Bedarf an nachfolgender Bearbeitung erheblich, was entscheidend ist, wenn mit teuren luft- und raumfahrtgeeigneten Legierungen gearbeitet wird. Diese Effizienz hilft, die Produktion von nicht-kritischen Tragstrukturen und Innenkomponenten zu straffen.
Industriemaschinen und -ausrüstung
Für den Industriesektor, insbesondere im Bereich Fluidtechnik und Robotik, ist die Innenoberflächenqualität von größter Bedeutung. Wir setzen Shell-Moulding umfassend ein, um Pumpengehäuse, Impelleren und Ventilgehäuse herzustellen, bei denen glatte Innenspuren erforderlich sind, um Strömungsbeschränkungen und Turbulenzen zu verhindern.
Die hohe Stabilität des harzgebundenen Sands sorgt dafür, dass diese Gussteile dicht und dimensionsstabil sind, was sie ideal macht für:
- Hydraulik: Ventilgehäuse und Verteiler.
- Landwirtschaft: Robuste Halterungen und Gehäuse für schwere Maschinen.
- Robotik: Präzisionsarme und Gelenkgehäuse, die eine minimale Nachbearbeitung erfordern.
Shell-Mold-Guss versus traditioneller Sandguss
Bei der Bewertung entnehmbare Formverfahren zeigen der Shell-Guss im Vergleich zum traditionellen Sandguss deutliche Unterschiede in Leistung, Geschwindigkeit und Kosten. Als Hersteller und Lieferant von Gießmaschinen sehen wir aus erster Hand, wie die Wahl der richtigen Methode die Qualität und Rentabilität des Endprodukts direkt beeinflusst.
Oberflächenfinish und Maßhaltigkeit
- Shell-Mand-Guss: Liefert außergewöhnlich glatte Oberflächen und enge Toleranzen. Der im Shell-Sand-Verfestigungsprozess verwendete feine harzbeschichtete Sandguss schmilzt zu einer harten, starren Schale, die detaillierte Muster perfekt einfängt.
- Traditioneller Sandschwerk: Beruht auf groberem Formkaschier-Sand, der um ein Muster gepackt wird. Dies führt zu deutlich raueren Oberflächenstrukturen, die fast immer eine umfangreiche Nachbearbeitung benötigen, um Spezifikationen zu erfüllen.
Produktionstempo und Skalierbarkeit
- Reine Hochleistungs-Effizienz: Der Shell-Mold-Gussprozess ist nach der Einrichtung unglaublich schnell. Da die Sands Mischung rasch gegen das erwärmte Muster aushärtet, werden die Formen in nur wenigen Sekunden hergestellt. Diese Wiederholbarkeit macht ihn hoch skalierbar für die Massenproduktion.
- Gießoperationen: Beide Methoden sind darauf ausgelegt, heiße flüssige Metalle zu verarbeiten, aber Shell-Formen sind leichter, einfacher zu handhaben und oft stapelbar. Dies ermöglicht es den Bedienern, geschmolzenes Metall effizienter zu gießen, was den Gesamtdurchsatz auf dem Gießereiboden erhöht.
Kosten- und Umweltaspekte
| Eigenschaft | Schalenguss | Traditioneller Sandsandguss |
|---|---|---|
| Initialer Werkzeugkosten | Hoch (erfordert langlebige, heizbare Metallformen) | Niedrig (verwendet einfache Holz-, Kunststoff- oder Weichmetallformen) |
| Kosten pro Teil (Hoher Stückzahl) | Niedrig (geringe Bearbeitung und Nachbearbeitung erforderlich) | Höher (aufgrund umfangreicher Sekundärfinisharbeiten) |
| Materialabfall | Niedriger (dünne Schalen verwenden deutlich weniger Sand) | Höher (erfordert massive, schwere Sandformen) |
Während traditionelle Methoden niedrigere Einstiegskosten für Kurzläufe bieten, zahlt sich Shell-Molding bei Hochvolumenproduktion schnell aus, indem Abfall minimiert und Sekundäroperationen eliminiert werden. Ähnlich wie der Vorteile des Investitionsgusses gegenüber Green-Sand-Guss, das Upgrade auf den Shellprozess reduziert drastisch die Nachbearbeitung nach dem Gießen und spart langfristig sowohl Zeit als auch Geld.