
Что такое литьё по выплавляемым моделям?
Определение и основная цель
Он процесс литья по выплавляемым моделям является одной из старейших и самых совершенных технологий формования металла, используемых в современном производстве. В своей сути это метод точного литья, предназначенный для получения сложных деталей близких к готовому размеру, которые были бы трудноосуществимы или невозможны при традиционной обработке или других методах литья.
Основная цель данного процесса состоит в предоставлении:
- Высокая размерная точность: Обеспечение очень точных допусков, минимизирующих потребность во вторичной обработке.
- Сложные геометрии: Создание внутренних полостей и тонкостенных конструкций без усилий.
- Тонкая поверхностная отделка: Обеспечение гладкой текстуры непосредственно из формы, обычно в диапазоне от 1,6 до 3,2 микрометра.
Почему это называется процессом утраченной wax?
Литье по выплавляемым моделям часто называют литейной литья по воску из-за сакральной природы используютого шаблона. В нашем производственном цикле используется машина для впрыска воска для создания точной копии готовой детали. Как только восковая модель заключена в керамическая оболочка, воск расплавляется или “теряется”, оставляя после себя идеально детализированную полость.
Ключевые причины термина “утраченная Wax” включают:
- Сакральные образцы: Каждая произведенная деталь требует выделенного воскового образца, который разрушается в процессе депрессирования/удаления воска фазы.
- Безшовные формы: Поскольку образец расплавляется, а не вытягивается, керамическую форму может быть одним целым монолитным изделием без разделительной кромки, что обеспечивает превосходную структурную целостность.
- Точная репликация: Процесс гарантирует, что итоговая литейного процесса точно повторяет сложные детали оригинальной восковой модели.
Процесс по шагам литья по воску
Мы рассматриваем процесс литья по выплавляемым моделям как сочетание традиционного мастерства и современной инженерии. Чтобы добиться той точности, которую ожидают наши клиенты, мы следуем строгому многоэтапному рабочему процессу, который превращает простой восковой дизайн в высокопроизводительный металлический компонент.
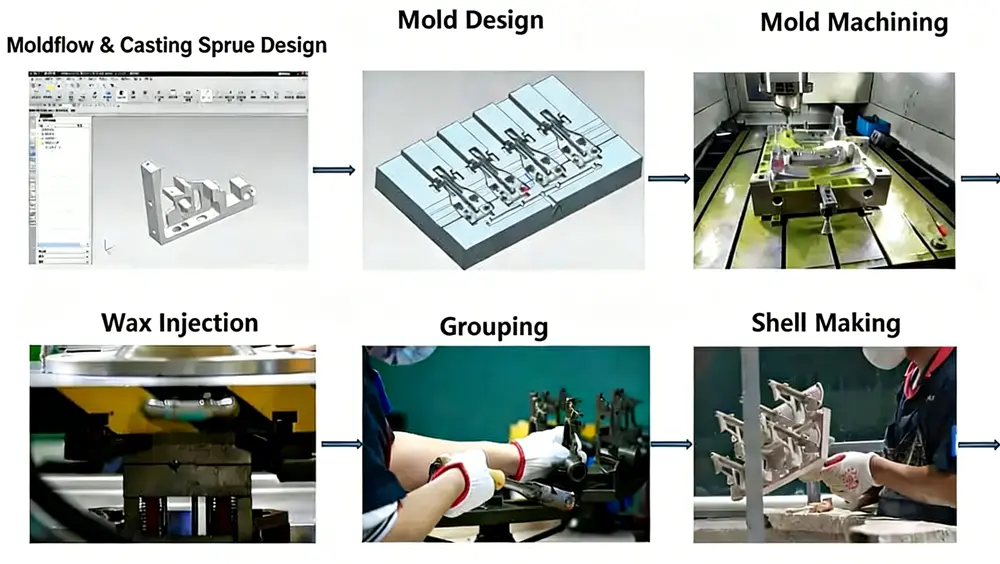
Создание воскового образца и сборка дерева
Все начинается с воска. Мы используем высокоточный машина для впрыска воска для впрыска расплавленного воска в металлическую форму, создавая точную копию конечной детали. Как только у нас есть эти образцы, мы “гейтируем” их на центральный восковой стержень, формируя кластер, часто называемый литьевой деревом. Это позволяет заливать несколько деталей одновременно, максимизируя эффективность. Чтобы обеспечить наилучшие результаты, мы уделяем особое внимание начальному этапу создания формы для воскового литья чтобы гарантировать безупречность восковых образцов.
Конструкция керамической оболочечной формы
Далее мы создаем керамическая оболочка вокруг воскового дерева. Мы окунаем сборку в высококлассную керамическую суспензию, затем покрываем ее тонким песком (stucco). Этот процесс повторяется несколько раз, позволяя каждому слою просохнуть перед нанесением следующего. Это наслоение образует жесткую, прочную форму, способную выдержать экстремальные измерительной точностью даже при высоких температурах расплавленного металла.
Обездефекционный и литье расплавленного металла
Как только оболочка достаточно толста, переходим к... депрессирования/удаления воска фаза. Мы размещаем оболочки в паровом автоклаве или печи импульсного нагрева для расплавления воска и оставления чистого полость. Это ядро ядро этого. процесс литья по выплавляемому воску, где “потерянная” восковая модель занимает место металлу. После того как воск исчезнет, мы разогреваем пустые керамические формы и заливаем расплавленный металл — будь то сталь, алюминий или особый сплав.
Удаление оболочки и финальная отделка
После того как металл остынет и затвердеет, мы вибрируем или подвергаем воздействию взрыва/струи. керамическую форму отделить его от металлических деталей. Отдельные компоненты затем отрезают от дерева-разветвителя. Наша команда выполняет завершающую обработку, которая может включать шлифовку, термообработку или пескоструйную обработку, чтобы добиться достижение точные отделочные поверхности которые делают это процесс литья по выплавляемым моделям предпочтительный выбор для сложных деталей с близким к чистому размеру формования.
- Ключевые моменты нашего процесса:
- Точность: Высокоточная впрысковая восковая смесь.
- Сила: Многослойные керамические оболочки.
- Качество: Контролируемое охлаждение для структурной целостности.
- Готово: Минимальная постобработка необходима.
Общие материалы, используемые в литье под давлением
Одна из крупнейших сильных сторон процесс литья по выплавляемым моделям это его невероятная универсальность. Мы можем лить практически любой металл, что позволяет нам удовлетворять конкретные механические свойства и требования к долговечности. Независимо от того, нужна ли вам необычная твердость, коррозионная стойкость или легкая долговечность, этот метод литья металлов обеспечивает результат точные отделочные поверхности и высокую измерительной точностью через широкий спектр сплавов.
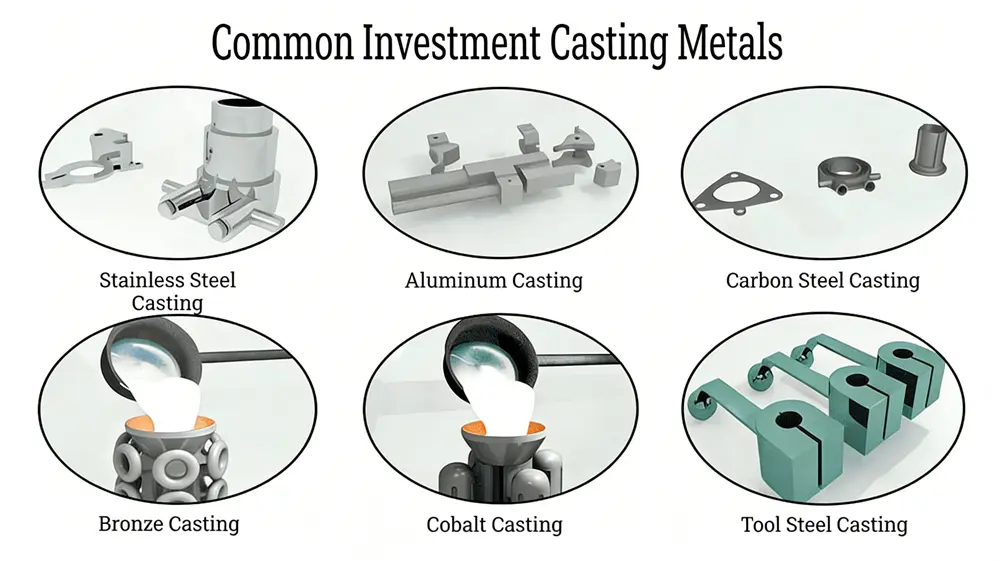
Железистые металлы и нержавеющая сталь
Железистые металлы являются основой во многих промышленных применениях. Мы часто используем различные grades кремния углеродистой стали и нержавеющей стали для изготовления деталей, требующих высокой прочности и долговечности.
- Углеродистая сталь: Идеально подходит для конструктивных компонентов, где важны экономичность и прочность. Вы можете ознакомиться с нашими возможностями в литью по воску с потерей углеродистой стали для тяжелых промышленных деталей.
- Нержавеющая сталь: Лучше всего подходит для сред, склонных к коррозии, таких как морские условия или переработка химических веществ. Обеспечивает чистую отделку и долгосрочную надежность.
- Легированные стали: Специально разработаны для улучшения конкретных характеристик, таких как износостойкость или ударная прочность.
Некожные сплавы
Когда вес или электропроводность имеют значение, некожные сплавы — предпочтительный выбор. Эти материалы легче обрабатывать и обладают отличными термическими и электрическими свойствами.
- Алюминий: Очень популярен благодаря коэффициенту прочности к весу. Наши литьём по воску для алюминия услуги ориентированы на потребности автомобильной и космической отраслей, где критически важна минимальная масса.
- Медно-основные сплавы: Включают бронзу и латунь. Мы специализируемся на литья бронзы по технологии LOST WAX для декоративной фурнитуры, сантехнических изделий и морских компонентов благодаря их превосходной коррозионной стойкости.
- Магний: Используется для сверхлегких применений.
Суперсплавы для специализированных применений
Для самых требовательных условий эксплуатации мы используем суперсплавы. Эти материалы разработаны для выдерживания экстремального тепла и высоких нагрузок без потери прочности конструкции.
- Литые на никелевой основе сплавы: Необходимы для высокотемпературных применений, таких как выхлопные системы.
- Кобальто-основанные сплавы: Известны исключительной износостойкостью и устойчивостью к температуре.
- Титан: Обеспечивает наивысшее значение прочности на вес и биосовместим для медицинского использования.
В энергетическом секторе эти материалы жизненно важны для высокопроизводительных деталей. Например, мы производим высокоточные лопастей турбины по воску с потерями работающие под интенсивным термическим давлением, обеспечивая максимальную эффективность и безопасность.
Преимущества и ограничения процесса
Высокая точность и сложные геометрии
Мы специализируемся на выпуске деталей с допуском близким к чистовому, которые другие методы производства просто не могут соперничать. В рамках нашего строгого инженерного обзора Design for Manufacturing (DFM) мы оцениваем размещение форм и ожидаемые допуски, чтобы каждый компонент соответствовал точным спецификациям. Процесс инвестиционного литья отлично подходит для создания сложных геометрий и замысловатых внутренних структур, что позволяет нам поставлять детали, готовые к эксплуатации с минимальной необходимостью вторичной обработки.
Отличная отделка поверхности и долговечность
Одно из главных преимуществ нашего процесса — превосходное качество готового изделия. Мы постоянно достигаем гладкой поверхности RMS 125, что значительно лучше большинства пескоструйно-литых альтернатив. Это высококачественное покрытие, в сочетании с прочностью сплавов, которые мы заливаем, обеспечивает прочность каждой детали и эстетическую отделку. Поддерживая строгий управление процессом вInvestment литье, мы гарантируем воспроизводимое качество на миллионах деталей.
Затраты на производство и сроки
Хотя процесс инвестиционного литья обеспечивает значительную экономию в долгосрочной перспективе, важно понимать график производства. Создание керамической оболочки требует 6–8 циклов погружения и шлифовки, за которыми следует 24–36-часовый период сушки. Однако эти этапы необходимы для достижения той точности, которой мы славимся.
Ключевые моменты:
- Инвестиции в оснащение: Наш собственный литейный цех выпускает прецизионно-ские-смолоподпорные штампы для вакс-инжекции, рассчитанные на миллионы циклов.
- Сниженная обработка: Литьем деталей почти в чистовой форме мы значительно сокращаем время и средства на последующую механическую обработку и шлифовку после литья.
- Эффективность материала: Этот процесс минимизирует потерю металла, делая его экономически эффективным выбором для дорогих сплавов, таких как нержавеющая сталь и кобальт-основанные металлы.
- Сроки выполнения: Многоступенчатый процесс сушки и полимеризации (при температурах около 1000°C) означает, что начальные сроки выполнения длиннее, чем простая переработка, но эффективность серийного производства просто не сравнима.
Для тех, кто хочет оптимизировать производство, использование автоматическая восковая машина может дальше повысить согласованность восковых форм, обеспечивая наивысший уровень точности с самого первого шага.
Промышленные применения изделий из литья под давлением (Investment Cast Products)

Он процесс литья по выплавляемым моделям является выходным решением для отраслей, где нельзя идти на компромисс в деталях или целостности материала. Поскольку этот метод позволяет достигать почти готовой геометрии изделия, он используется в секторах, где стандартом являются высокопроизводительные сплавы и сложные геометрии.
Аэрокосмические и оборонные компоненты
В аэрокосмической отрасли отказ недопустим. Мы используем литье под давлением (инвестиционное литье) для изготовления критически важных деталей двигателя, топливных систем и конструктционных элементов.
- Лопатки турбины Способен выдерживать экстремальный нагрев и вращательное напряжение.
- Манивольды: Сложные внутренние канальные системы охлаждения, которые невозможно обработать на станке.
- Приводы: Легкие, но невероятно прочные элементы защиты.
Чтобы обеспечить соответствие этим деталям строгим требованиям безопасности, многие предприятия сейчас используют автоматизированные процессы нанесения оболочки для поддержания однородной толщины формы и ее структурной целостности.
Медицинские и стоматологические изделия
Медицинская область основывается на литейной литья по воску метод для своей способности работать с биосовместимыми материалами, такими как кобальт-хром и титан. точные отделочные поверхности достигается через этот процесс, уменьшая потребность в обширной постобработке.
- Orthopedic Implants: Индивидуальные суставные протезы для тазобедренного сустава и коленного сустава.
- Хирургические инструменты: Высокоточные приборы, которые требуют эргономичных форм.
- Зубные протезы: Коронки и мосты, требующие абсолютной измерительной точностью.
Коммерческие и энергетические отрасли: детали
Для энергетической отрасли прочность в суровых условиях — ключ. Мы поставляем литые детали, которые выдерживают высокое давление и агрессивные жидкости без какого-либо напряжения.
- Нефть и газ: Корпуса клапанов, импеллеры насосов и буровые инструменты.
- Энергетика: Расходные горелочные форсунки и тяжёлое оборудование.
- Автомобильный: Компоненты высокого класса турбонагнетателей и выпускные коллектора.
Хотя процесс литья приближает нас к финальному дизайну, некоторые критически важные детали требуют вторичной доводки. Мы часто ссылаемся на наш руководство по компонентам точной обработки чтобы помочь клиентам понять, как добиться ультра-четких допусков, необходимых для высокотехнологичных сборок.
Литейное литье против альтернативных методов
Инвестиционное литьё против песочного литья
При сравнении с процесс литья по выплавляемым моделям для песочного литья наиболее значимыми различиями являются точность и качество поверхности. Песочное литье часто используется для крупных, менее сложных компонентов, но не может сопоставить гладкость поверхности 125 RMS, которую мы достигаем методом потери воска. Наш процесс обеспечивает детали с допусками близкими к номиналу, что даёт существенную экономию времени и затрат по сравнению с тяжёлой механической обработкой, часто необходимой после песочного литья. Существует явное преимущества литья по выплавляемым моделям по сравнению с зелёным песком когда ваш проект включает сложные геометрические формы, тонкие стенки и строгие допуски по размеру, которые песочные формы не могут надежно обеспечить.
Литейное литье под давлением против литья под давлением клише
В то время как литьё под пресс эффективно для массового производства цветных металлов, оно ограничено точками плавления металла-форм. Здесь превосходство имеет процесс литья по выплавляемым моделям поскольку наши керамические оболочки отверждаются примерно при 1000°C (1832°F), что позволяет нам лить материалы с высокой температурой плавления, с чем не справляется литьё под пресс, например:
- Нержавеющая сталь: Включая серию 400 и 17-4 PH.
- Ковалентно чугун: Для высокопрочных применений.
- Кобальтовые и никелевые сплавы: Необходимы для космической и военной техники.
Литейное литье в горячей восковой форме также позволяет создавать значительно более сложные внутренние конфигурации. Так как восковая модель изготавливается в виде полой полости, можно создавать дизайны, которые невозможно извлечь из постоянной металлической формы. Эта гибкость делает процесс предпочтительным выбором для специализированных отраслей, требующих высокопроизводительных сплавов и сложной инженерии.
Часто задаваемые вопросы
Насколько точен процесс литья под восковую модель?
Он процесс литья по выплавляемым моделям известен в отрасли своим исключительным измерительной точностью. Поскольку керамическую форму формируется вокруг точной восковой модели, мы можем достигать точные отделочные поверхности и очень маленьких допусков, которые значительно уменьшают или даже устраняют необходимость вторичной обработки.
Каково основное преимущество литья по выплавляемой восковой модели?
Основное преимущество — гибкость конструкции. Вы можете производить детали со сложной полость и запутанной внутренней геометрией, которых невозможно добиться литьём по песку или давлением штамповки. Являясь ведущим машина для впрыска воска производителем, мы на собственном опыте видим, как эта точность позволяет уменьшить толщину стенок и сделать компоненты легче и прочнее.
Какие металлы можно использовать в этом процессе?
Практически любой металл может быть отлит таким методом. Распространенные варианты включают:
- Нержавеющая сталь и ферросплавы.
- Алюминий, Бронза и другие цветные сплавы.
- superalloys для высокотемпературных условий, таких как авиация.
Как работает этап дуводечения?
Как только керамическая оболочка полностью высохнет, мы используем депрессирования/удаления воска печь или автоклав для таяния воска. Это оставляет чистую, прочную форму, готовую принять расплавленный металл. Этот шаг критически важен для обеспечения отсутствия остатков, которые могли бы вызвать дефекты в финальном литейного процесса.
Является ли литье под давлением экономичным для малых тиражей?
Хотя требуется начальная оснастка для машина для впрыска воска потребляет крупные вложения, результаты “почти чистой формы” экономят сырьё и трудозатраты. Для сложных деталей это часто самый экономичный выбор независимо от объема, потому что пропускает дорогие стадии ЧПУ-фрезеровки.
Как обеспечить наилучшую отделку поверхности?
Качество отделки начинается с воскового образца. Рекомендуем использовать высококачественный решениях промышленной автоматизации для поддержания постоянного давления и температуры во время потока, обеспечивая безупречную поверхность воска перед нанесением керамического покрытия.