
Что такое литьё по оболочке?
Литьё по оболочке — это прецизионный процесс, расходной шаблон производственный процесс. Вместо использования массивной лейки, наполненной традиционной песчинной смесью для формования, эта технология использует смесь из мелкозернистого песка и термосваривающейся смолы. При нанесении на нагретый металлический образец эта смесь затвердевает в тонкую, прочную оболочку. После соединения половинок оболочки, жидкая сталь заливается в полость для формирования готовой детали. Высокоэффективный процесс затвердевания оболочки для литья металла метод обеспечивает существенно более жесткие допуски и плавнее обработку поверхности по сравнению с традиционными песчаное литьё.
История и эволюция в литье металла
Разработанный в Германии в 1940-х годах Йоханнесом Кронинґом, процесс оболочковой формовки произвел революцию вfoundry-industries, устраняя ограничения традиционного песчаного литья.
- Ранние инновации: Изначально создан для массового производства высокоточных военно-промышленных деталей с минимальными требованиями к механической обработке.
- Прогресс материалов: Переход от базовых связующих к продвинутым фенольным смолам оптимизировал фазу отвердевания, в результате чего получились более прочные, надежные оболочки, способные выдерживать экстремальные термические удары.
- Современная интеграция: Сегодня автоматизированные механизмы точно контролируют температуру и соотношение смолы к песку, превращая метод, требующий большого ручного труда, в высоко масштабируемый промышленный стандарт.
Значение в современной металлообработке
Как ведущий производитель оборудования для литья и поставщик, мы признаем, что оболочечное формование является незаменимым активом для глобального рынка. Современный производственный сектор требует эффективности, точности и экономичности.
- Высокая точность: значительно снижает необходимость в обширной последующей механической обработке после литья, экономя время и затраты на рабочую силу.
- Оптимизация использования ресурсов: потребляет значительно меньше песка по сравнению с традиционными методами, создавая форму легче и более портативную.
- Исключительное качество: Безопасно выдерживает высокую температуру расплавленный металл, надежно обеспечивая сложные детали с внутренними полостями и отличной размерной стабильностью.
Этот проверенный процесс мастерски устраняет разрыв между базовыми методами литья и дорогими методами точной обработки, устанавливаясь в качестве жизненно важного cornerstone современной промышленной продукции.
Процесс отверждения оболочечного песка в металлургическом литье
Он процесс затвердевания оболочки для литья металла является точным тепловым методом, который мы используем для преодоления разрыва между стандартным литьем по зелёному песку и дорогостоящим литьём под форму. Эта техника опирается на химическую реакцию между теплом и термореактивными смолами, чтобы создать форму, обеспечивающую исключительную размерную стабильность и качество поверхности.
Создание образца и предварительный прогрев
Каждый цикл начинается с образца из металла, точностью обработанного по чертежу, как правило, из железа или стали, чтобы выдержать повторные термические циклы. В отличие от холодных процессов, мы должны значительно нагреть этот образец, чтобы активировать химические связующие. Мы подводим металл-образец к диапазону температуры 175°C до 370°C. Этот этап предварительного нагрева критически важен; если образец слишком холодный, оболочка не образуется, а если он слишком горячий, смола может преждевременно сгореть. Для тех, кто интересуется более широкими основами создания форм, понимание как сделать песчаную литьевую форму предоставляет необходимый контекст для этих передовых термальных техник.
Применение и отверждение смолопокрытого песка
Как только заготовка достигает целевой температуры, мы наносим песок, покрытый смолой. Мы используем песок из высокочистого диоксида кремния (≥ 97% SiO₂, AFS 50–70) смешанный с 2.5–5% термореактивной смолы, такой как феноловая, фурановая или эпоксидная.
- Инвестиция: Песчаная смесь ссыпается или продувается на горячую заготовку. Тепло от образца расплавляет смолу, из-за чего зерна песка прилипают к поверхности.
- Образование оболочки: За секунды образуется жесткая оболочка против образца лица. Мы контролируем время выдержки, чтобы достичь определенной толщины оболочки, обычно между 6 мм и 13 мм.
- Неполимеризация: Чертёж, теперь покрытый песчаной оболочкой, часто проходит вторую фазу нагрева. Это время выдержки полимеризации составляет 2–5 минут, обеспечивая полное перекрестное связывание матрицы смолы. Это приводит к жесткой форме, способной выдерживать значительное давление без деформации.
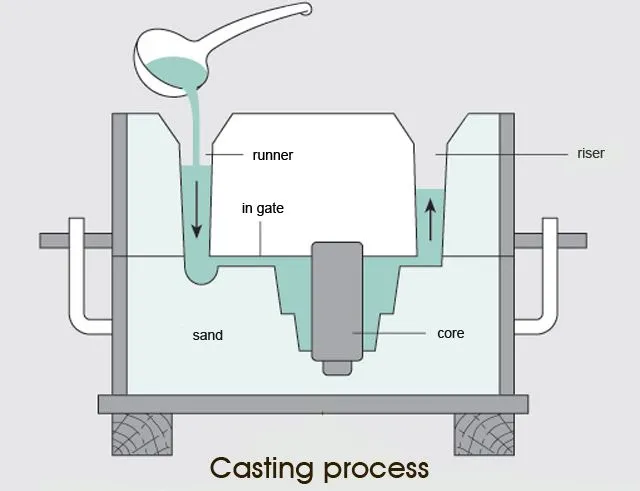
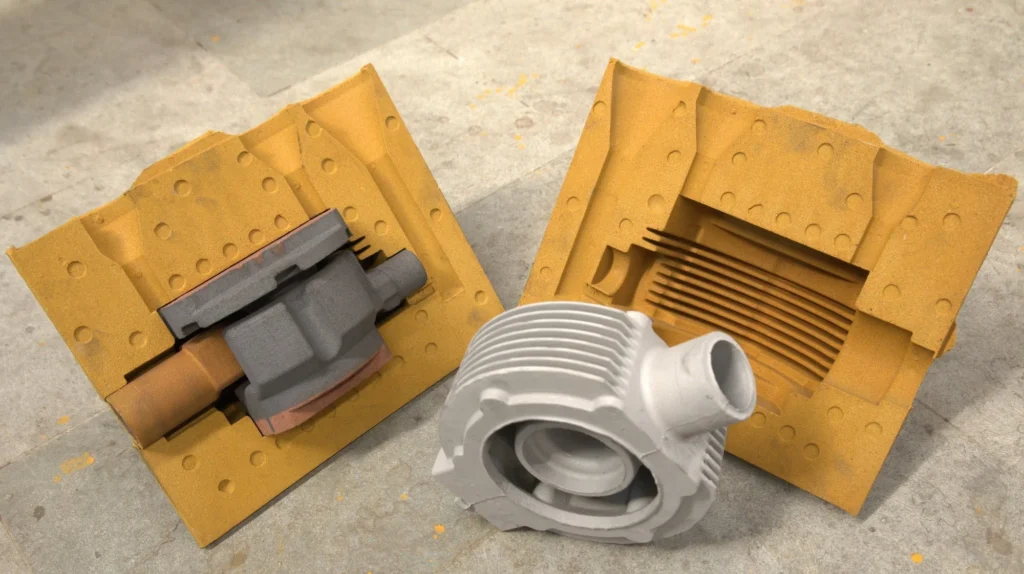
Сборка формы и заливка расплавленного металла
После полимеризации мы извлекаем HARD оболочку из образца. Так как оболочка является только полушаблон, мы соединяем два половинки с помощью прочного клея или зажимов, чтобы образовать полость. Собранная форма прочна и способна выдерживать давление расплавленного металла до 0.5 МПа.
Затем мы выливаем жидкий металл напрямую в сборку оболочки. Наш процесс допускает широкий диапазон температура литья в зависимости от сплава:
- Алюминиевые сплавы: ~700°C
- Ковалентно чугун: ~1,350°C
- Сталь: ~1,450°C
Охлаждение, выбивка и отделка литья
По мере застывания металла тепло от литья в конечном счете сжигает смоляной связующий агент — процесс, известный как пиролитическое разложение. Это делает выбивку невероятно эффективной; форма фактически крошится отсоединяясь от готового металлического изделия.
Итоговый результат проекта — процесс затвердевания оболочки для литья металла является компонентом с превосходным качеством поверхности, с шероховатостью (Ra) между 3.2 мкм и 6.3 мкм. Точность размерных параметров не менее впечатляющая, допуски составляют ±0.3 мм. Эта высокая точность значительно снижает потребность во втором механическом обработке, что обеспечивает более быстрые сроки выполнения по сравнению с традиционными методами, указанными в нашем рекомендовано руководство по литью песчаных форм.
Подходящие материалы для пескоструйной литья в оболочке
Как производитель и поставщик оборудования для литья, мы знаем, что подбор подходящего металла под ваш процесс критически важен. Метод процесс затвердевания оболочки для литья металла является исключительно универсальным. Он выдерживает интенсивный нагрев и обеспечивает точные допуски при заливке расплавленного металла в расходную форму.
Ниже приведены основные материалы, которые хорошо работают в этом процессе:
Углеродистые и сплавленные стали
Оболочечный процесс обрабатывает высокотемпературные заливки без усилий. Это делает его идеальным для прочных материалов с высокой прочностью.
- Высокая точность: Захватывает тонкие детали даже при высоких температурах плавления.
- Долговечность: Идеально подходит для тяжелых промышленных компонентов, требующих прочной структурной целостности.
Литые чугунa
Чугун является основным элементом литья по оболочечным формам. Независимо от того, заливаете ли вы графитный чугун или ковкий, закалённый песок формовки держится красиво против жидкого металла.
- Превосходная отделка: Мы получаем гораздо лучшее качество поверхности и меньше дефектов по сравнению с тем, что обычно наблюдаете при использовании зеленого песка в литье.
- Последовательность: Жесткие формы препятствуют движению стенок или их набуханию, обеспечивая точные размеры каждый раз.
Алюминий и цветные металлы
Хотя тяжелые металлы являются стандартом, мы также занимаемся пескострочным литьем множества более легких, цветных материалов. Если вы хотите более детально рассмотреть, как разные материалы ведут себя в производстве, наш всеобъемлющий руководству по формованию и штамповке разделяет это далее.
- Отличная текучесть: Алюминий, медь и латунь плавно заполняют мелкие полости оболочки.
- Чистые поверхности: невероятно гладкие внутренние стенки значительно снижают потребность во вторичной обработке и полировке.
Преимущества и ограничения процесса
Высокая точность и превосходная отделка поверхности
Когда мы используем процесс затвердевания оболочки для литья металла техническую приемку, немедленное преимущество — исключительная точность. Пробковый слой из смолы песчинной смесью для формования плотно прилегает к нагретому металлическому образцу, образуя жесткий, детально проработанный расходной шаблон. Как только жидкая сталь наполняет эту полость, он безупречно запечатлевает сложные геометрии. Это обеспечивает плавную, превосходную поверхность, которую традиционные песчаное литьё просто не могут сопоставить.
Сокращение отходов материалов и обработка
Из-за такой высокой точности ваши отливки требуют значительно меньшей постобработки после литья. Вы получаете намного ближе к окончательному чистому размеру прямо из формы, экономя время и труд. Кроме того, литье по оболочке опирается на тонкую полую оболочку, а не на массивный тяжёлый гаситель песка. Это резко сокращает материальные отходы. Используя автоматизацию в процессе литья для прецизионного литья под восковую модель может дополнительно закреплять эти материальные эффекты, оптимизируя всю вашу производственную линию.
Настройка оборудования и затраты на инструменты
Каждый процесс производства сталкивается с трудностями, и для оболочечного литья одной из крупных сложностей является первоначальная стоимость. Создание тяжелых металлических форм для выдерживания повторного нагрева и застывания обходится дорого.
- Высокие первоначальные вложения: Стоимость оснастки значительно выше по сравнению с обычными деревянными или пластиковыми образцами.
- Объем требуемый: Из-за затрат на подготовку этот процесс наиболее экономически выгоден для выпуска средних и крупных партий.
Как производитель оборудования для литья по выплавляемому молоту, мы знаем, что независимо от того, вкладываете ли вы в долговечные металлические формы или автоматизированный машина для впрыска воска, требуется начальный капитал для достижения повторяемости и долгосрочной точности.
Ограничения по размерам для отливок
ly, мы должны признать, что этот метод непригоден для крупных деталей. Процесс специально разработан для небольших и средних компонентов.
- Ограничения по весу: Этот метод обычно лучше подходит для металлических деталей массой менее 100 фунтов.
- Структурная целостность: Хотя оболочечная формовка прочна, тонкая оболочка со временем будет испытывать трудности с безопасным содержанием огромных, тяжелых объемов расплавленный металл без риска механической нестабильности.
- Емкость печи: Нагрев и отверждение сверх больших металлических образцов требуют чрезвычайно больших печей, что делает это непрактичным и крайне энергозатратным для крупных заказов.
Распространенные применения оболочечного литья
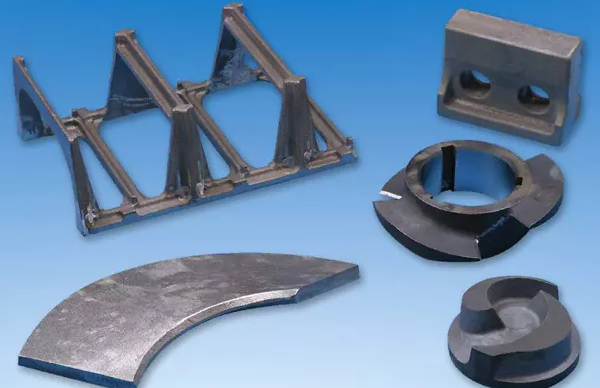
Он процесс затвердевания оболочки для литья металла Технология является предпочтительным выбором для отраслей, требующих баланса между высокой точностью, качеством поверхности и экономически эффективными объемами производства. Заполняя пробел между традиционным литьем в песчаные формы и дорогостоящим литьем по выплавляемым моделям, мы предлагаем решения для критически важных отраслей, где отказ компонентов недопустим.
Автомобильная и транспортная компоненты
В автомобильной и транспортной сферах последовательность и длительность цикла критически важны. Мы применяем оболочечное литье для изготовления компонентов силовой передачи с высоким запасом прочности, таких как головки цилиндров, поршни и корпуса шестерён. Процесс поддерживает высокий уровень автоматизации, позволяя достигать суточной пропускной способности 400–600 деталей на станцию при строгих допусках по размерам ±0,3 мм.
Применение: Advanced автоматизированное нанесение оболочки системами мы обеспечиваем равномерное распределение смолы по песку, в результате чего формуются литья, которые дают очень повторяемые детали для автомобилей, железнодорожного транспорта и морских двигателей.
Ключевые автомобильные применения:
- Компоненты двигателей: Коно-распределители и коленчатые валу, требующие отличной износостойкости.
- Приводные детали: Коробки передач и вилки переключения.
- Системы торможения: Сложные геометрии для тормозных цилиндров и барабанов.
Компоненты изделий для аэрокосминной промышленности
Аэрокосмическая отрасль требует компонентов со сложной геометрией и превосходным отношением прочности к весу. Процесс формования оболочкой в песке позволяет нам лить тонкостенные детали, сохраняющие прочность под экстремальными условиями. Так как отверженная оболочка жесткая и прочная (выдерживает давление до 0,5 МПа), мы можем создавать сложные конструкции, которые трудно добиться при использовании зелёного песка.
Кроме того, превосходная отделка поверхности (Ra 3,2 мкм – 6,3 мкм) значительно уменьшает потребность во вторичной обработке, что имеет важное значение при работе с дорогими сплавами аэрокосмического класса. Эта эффективность помогает оптимизировать производство некритических несущих кронштейнов и внутренних компонентов.
Промышленное машиностроение и оборудование
Для промышленного сектора, особенно в области переработки жидкостей и робототехники, внутренняя качество поверхности имеет первостепенное значение. Мы широко используем формование оболочкой для изготовления корпусов насосов, рабочих колес и корпусов клапанов, где гладкие внутренние каналы необходимы для предотвращения ограничений потока и вихревого турбулентности.
Высокая стойкость смолоподобного песка обеспечивает герметичность и размерную точность литья, что делает их идеальными для:
- Гидравлика: Корпусы клапанов и распределители.
- Сельское хозяйство: Прочные кронштейны и корпусные детали передач для тяжелой техники.
- Робототехника: Прецизионные рычаги и корпуса шарниров, требующие минимальной отделки.
Литейное формование по оболочке vs. традиционная песочная литьевая технология
При оценке процессов формования по затратам на расходные формы сопоставление оболочечного формования с традиционной песочной литьём выявляет явные различия в характеристиках, скорости и затратах. В качестве производителя и поставщика оборудования для обработки литья мы видим на собственном опыте, как выбор правильного метода напрямую влияет на качество и рентабельность готового изделия.
Покрытие и размерная точность
- Литьё по оболочковой форме: Обеспечивает исключительно гладкие поверхности и точные допуски. Тонкий песок, покрытый смолой, используемый в процессе твердения оболочки, превращается в твёрдую, жёсткую оболочку, точно фиксирующую мелкие детали рисунка.
- Традиционное литье в песчаные формы: Полаг relies on coarser molding sand packed around a pattern. This results in a much rougher surface texture that almost always requires heavy post-machining to meet specifications.
Производственная скорость и масштабируемость
- Эффективность при большом объёме выпуска: Процесс литья по оболочковой форме чрезвычайно быстр после установки. Так как песчаная смесь быстро твердеет рядом с нагретым шаблоном, производство форм занимает всего несколько секунд. Эта повторяемость делает его высоко масштабируемым для серийного производства.
- Заливающие операции: Оба метода предназначены для обработки расплавленного металла высокой температуры, но оболочные формы легче, удобнее в обращении и их часто можно штабелировать. Это позволяет операторам заливать расплавленный металл более эффективно, увеличивая общую пропускную способность на литейном участке.
Затраты и экологические соображения
| Особенность | Литниковое литье по оболочке | Традиционная песчано-литейная форма |
|---|---|---|
| Начальные затраты на штамповку | Высокий (требуются прочные, нагреваемые металлические образцы) | Низкий (используются простые деревянные, пластиковые или гибкие металлические образцы) |
| Стоимость за деталь (высокий объем) | Низкий (необходимо минимальное мехобработку и доводку) | Выше (из-за обширной вторичной доводочной обработки) |
| Материальные отходы | Ниже (тонкие оболочки используют значительно меньше песка) | Выше (требуются массивные, тяжёлые песчаные колбы) |
Хотя традиционные методы предлагают меньшие первоначальные затраты для коротких партий, литьё по оболочке окупается быстро в массовом производстве, сводя к минимуму отходы и устраняя вторичные операции. Как и преимущества литья по выплавляемым моделям по сравнению с зелёным песком, переключение на процесс оболочки резко сокращает последующую механику после литья, экономя время и деньги в долгосрочной перспективе.