Are you struggling with the slow turnaround times and exorbitant tooling costs of traditional foundries?
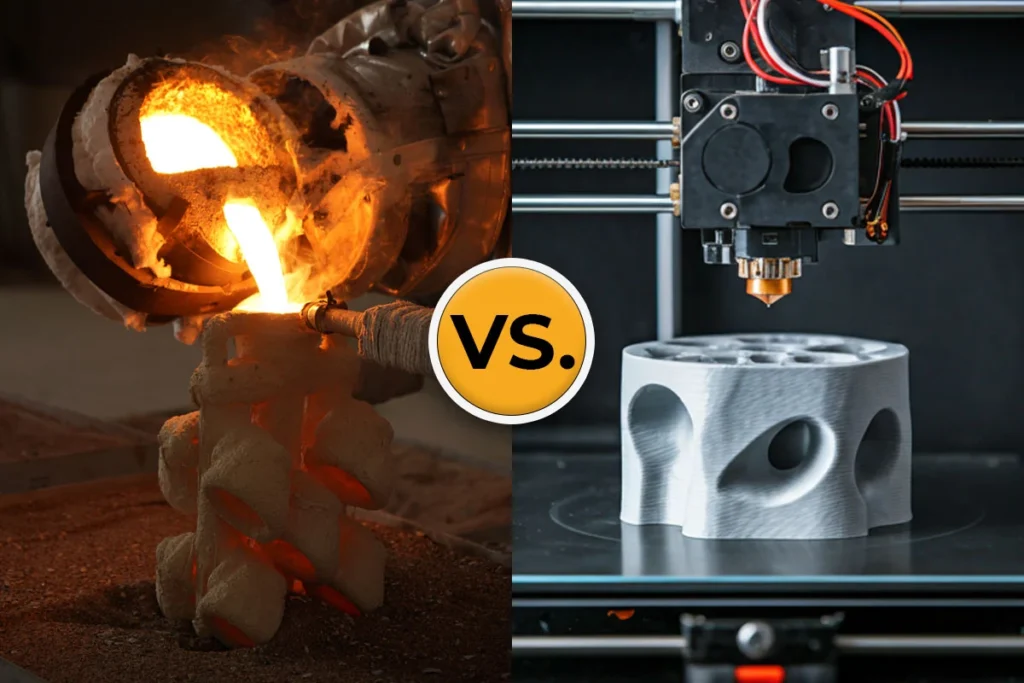
You might already know that combining investment casting with 3D printing is completely revolutionizing metal manufacturing…
But how do you actually implement it to get flawless results?
Well, you’re in for a treat because I’ve put together a complete, step-by-step guide to mastering this exact hybrid workflow.
In this post, you’re going to learn exactly how replacing traditional wax with 3D printed master patterns can help you overcome manufacturing bottlenecks, drastically reduce costs, and achieve the kind of complex geometries that used to be impossible.
Whether you are manufacturing heavy-duty aerospace and automotive metal parts, casting intricate custom jewelry, or simply looking to speed up your rapid prototyping, this approach is a total game-changer.
I’ll walk you through everything from selecting the best 3D printing technologies and materials—like high-detail SLA, FDM castable filaments, and direct 3D printed ceramic shells—to the entire step-by-step casting process.
So if you are ready to choose the right setup and transform your foundry workflow, this guide is for you.
Introduction to Investment Casting with 3D Printing
Integrating additive manufacturing into traditional foundry environments has revolutionized how we produce metal parts. Investment casting with 3D printing bridges the gap between digital design and physical metal components, offering unprecedented speed and flexibility.
What is Traditional Investment Casting?
Traditional investment casting, also known as the lost-wax process, is a manufacturing method that dates back thousands of years. It involves creating a master wax pattern, dipping it into a ceramic slurry to build a shell, and then melting the wax away to create a hollow mold. Molten metal is then poured into this cavity. While highly effective for creating detailed parts, the traditional process relies heavily on expensive metal tooling to produce the initial wax patterns, which significantly extends lead times and drives up upfront costs.
How 3D Printing Transforms the Foundry Process
By embracing digital manufacturing, foundries can completely bypass the need for hard tooling. 3D printing allows engineers to produce highly detailed patterns directly from a CAD file. This transformation accelerates metal casting workflows, allowing for rapid design iterations and immediate production.
Direct vs. Indirect Investment Casting
There are two primary ways to integrate 3D printing into the casting process:
- Direct Investment Casting: The 3D printer creates the castable pattern directly using specialized burn-out resins or filaments. The printed part is then shelled and cast just like traditional wax.
- Indirect Investment Casting: 3D printing is used to create rapid tooling or molds, which are then used to inject standard foundry wax. As a premier wax injection machine Manufacturer and supplier, we provide the precise equipment necessary to mass-produce these wax patterns from 3D printed molds, ensuring high-volume efficiency.
Advantages of 3D Printed Master Patterns
Shifting from traditional tooling to 3D printed master patterns unlocks immense value for modern manufacturers, specifically for low-to-medium volume production runs.
Overcoming Traditional Manufacturing Challenges
Traditional tooling requires weeks of machining and substantial capital investment. If a design flaw is found, modifying the metal mold is both costly and time-consuming. 3D printed master patterns eliminate these barriers, allowing manufacturers to move from concept to cast part without the burden of tooling constraints.
Time and Cost Reductions in Pattern Production
Optimizing pattern production is crucial for maintaining a competitive edge. 3D printing slashes lead times dramatically.
| Production Method | Average Tooling Cost | Average Lead Time | Best For |
|---|---|---|---|
| Traditional Tooling | $5,000 – $30,000+ | 4 to 8 Weeks | High-volume mass production |
| 3D Printed Patterns | $0 (Direct Print) | 1 to 3 Days | Prototyping, low-volume runs |
Achieving Complex Geometries and High Precision
With 3D printing, complexity is free. Engineers can design intricate internal channels, organic topological optimizations, and complex undercuts that would be impossible to mold using traditional injection methods.
The Step-by-Step 3D Printed Casting Process
Executing a successful metal casting using a 3D printed pattern requires strict adherence to a precise workflow.
Step 1: 3D Printing the Casting Pattern
The process begins with digital manufacturing. Using specialized castable resins or filaments, the printer produces the pattern. For solid or robust parts, durable patterns are utilized, while complex aerospace components often rely on lightweight QuickCast patterns that feature an internal lattice structure to facilitate easy burnout and minimize ceramic shell cracking.
Step 2: Post-Processing and Tree Assembly
Once printed, the patterns must be thoroughly washed and cured. Proper post-processing ensures no residual liquid resin reacts with the ceramic slurry. The clean patterns are then attached to a wax sprue to create a casting tree, complete with gating systems for optimal metal flow.
Step 3: Ceramic Dipping and Mold Burnout
The assembly is dipped into a ceramic slurry and coated with refractory sand multiple times to build a strong shell. Once dry, the shell is placed in a high-temperature furnace. The 3D printed pattern melts or burns out cleanly, leaving behind a perfectly hollow ceramic mold.
Step 4: Metal Pouring, Cooling, and Cleanup
Molten metal is poured into the pre-heated ceramic shell. After the metal solidifies and cools, the ceramic shell is knocked off through vibration or water blasting. The final metal parts are cut from the sprue, machined, and polished to final specifications.
Top 3D Printing Technologies and Materials
Selecting the correct hardware and material is vital for a successful casting outcome.
SLA and Resin 3D Printing for Fine Details
Stereolithography (SLA) and Digital Light Processing (DLP) are the gold standards for casting. They utilize photopolymer castable resins formulated to burn out cleanly with zero ash residue. These technologies are unmatched for parts requiring ultra-smooth surface finishes and intricate micro-details.
FDM Castable Filaments and Polymers
Fused Deposition Modeling (FDM) uses castable wax filaments or specific polymers (like Polycast) to print patterns. FDM is generally more cost-effective and is highly favored for large-scale industrial components where microscopic surface detail is less critical.
Direct 3D Printed Ceramic Shells
Pushing the envelope further, some industrial systems use binder jetting technology to print the ceramic mold itself. This completely eliminates the pattern printing and ceramic dipping steps, allowing for the direct pouring of molten metal into the 3D printed sand or ceramic shell.
Industries and Real-World Applications
The adoption of 3D printed investment casting spans multiple high-value sectors, driving innovation across the board.
Aerospace and Automotive Metal Parts
Aerospace and automotive engineers leverage this technology to create lightweight, topology-optimized structural components, engine brackets, and turbine blades. The ability to cast complex, consolidated parts reduces overall vehicle weight and improves fuel efficiency.
Custom Jewelry and Dental Manufacturing
In the jewelry and dental sectors, mass customization is key. High-resolution resin printers produce perfect wax-like patterns for bespoke engagement rings or patient-specific dental crowns, achieving the necessary precision for precious metal casting.
Rapid Prototyping and Short-Run Production
Foundries utilize 3D printing to provide clients with rapid metal prototypes before committing to mass production tooling. It allows for rigorous functional testing of the actual cast metal part in a fraction of the traditional timeline.
Getting Started: Choosing the Right Setup
Integrating 3D printing into your foundry operations requires strategic decision-making regarding hardware, software, and operational models.
Selecting the Best 3D Printer for Metal Casting
- Identify Your Scale: Large industrial parts require large-format FDM or SLA machines, while jewelry requires compact, ultra-high-resolution desktop SLA/DLP printers.
- Evaluate Material Compatibility: Ensure the printer supports certified castable resins or filaments known for clean burnouts.
- Analyze Throughput: Consider print speeds and automation features if you are aiming for continuous production.
Essential Software for Lattice and Build Preparation
Using the right slicing software is critical. Specialized software can hollow out solid models and generate internal lattice structures (like QuickCast). This reduces the amount of material burned out, preventing thermal expansion from cracking the delicate ceramic shell during the furnace cycle.
In-House 3D Printing vs. Outsourcing Services
For foundries processing high volumes of custom parts, bringing 3D printing in-house offers the highest ROI and fastest turnaround. However, for occasional projects, outsourcing to specialized 3D printing bureaus can provide access to high-end industrial printers without the capital expenditure or learning curve. For those relying on traditional wax methods alongside digital techniques, integrating a high-quality wax injection machine ensures your hybrid production lines remain efficient and reliable.
FAQs
What materials can be cast using 3D printed patterns?
Any metal traditionally used in investment casting can be used with 3D printed patterns. This includes aluminum, stainless steel, titanium, brass, bronze, and precious metals like gold and platinum.
Does a 3D printed pattern burn out as cleanly as traditional wax?
Yes, provided you use purpose-built castable resins or filaments and follow the manufacturer’s specific burnout schedule. These materials are chemically formulated to vaporize with virtually zero ash residue.
Can 3D printing completely replace traditional wax injection?
While 3D printing excels at prototyping and low-volume production, traditional wax injection remains the most cost-effective method for high-volume mass production. The two technologies often work side-by-side in modern digital foundries.