Как это работает
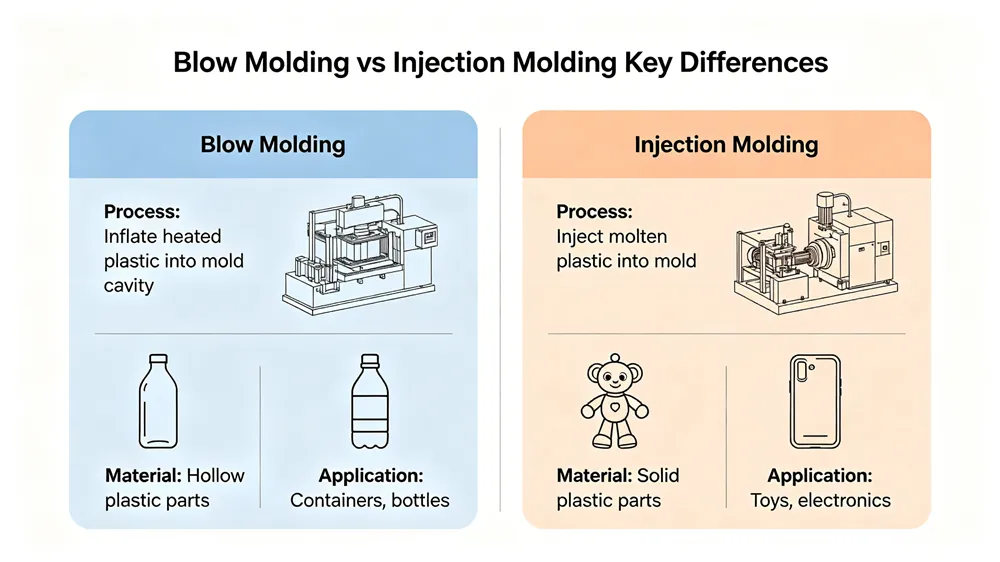
При выборе между литье под давлением vs литье впрыском, первое, на что мы смотрим, — это структура конечного изделия. Вы делаете полый контейнер или твердый, высокоточный компонент? Многие производители беспокоятся о том, сможет ли выбранный процесс справиться с конкретной толщиной стенки или вырастут ли затраты на оснастку. Мы упрощаем эти механики, чтобы помочь вам определить наиболее эффективный путь для вашего производства.
Процесс литья под давлением
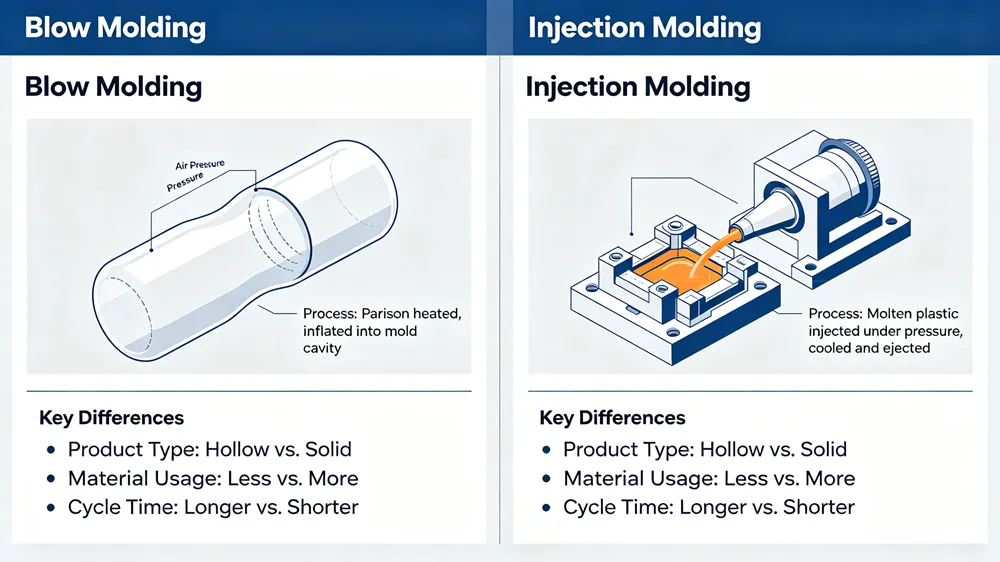
Считайте литьё под давлением сочетанием экструзии и воздушного давления. Это основной метод создания полых объектов.
- Парисон (расплавленная трубка): Мы начинаем с экструзии горячей, полой трубки из пластика, называемой парисоном.
- Воздушное давление и расширение: Как только парисон опускают в форму, половинки формы закрываются, и в трубку подается сжатый воздух. Это заставляет пластик расширяться и принимать форму полость формы.
- Непрерывная vs. аккумуляторная головка:
- Непрерывная экструзия: Идеально подходит для небольших и средних деталей, например бутылок, где парисон постоянно формируется.
- Аккумуляторная головка: Используется для крупных промышленных деталей. Мы собираем расплавленный материал и “выстреливаем” его одним большим объемом, чтобы обеспечить прочность конструкции в крупномасштабных изделиях.
Процесс литья впрыском
Этот процесс создан для скорости, точности и твердых деталей. Он опирается на механическую силу, а не на аэродинамическое расширение.
- Высоконапорное расплавление и впрыск: Мы расплавляем термопластичные смолы и впрыскиваем их в металлическую форму под невероятно высоким давлением. Это обеспечивает полное заполнение каждого угла сложного дизайна.
- Полость формы и охлаждение: Форма представляет собой прецизионно изготовленную “отрицательную” копию детали. В форму встроены современные системы охлаждения для быстрого затвердевания пластика, что позволяет достичь быстрой эффективности цикла.
- Точность и повторяемость: Поскольку материал принудительно заполняет фиксированное пространство, мы достигаем несравнимой согласованности. Именно поэтому этот метод предпочтителен для деталей с жесткими допусками и повторяемостью качество поверхностной обработки.
Основные различия на glance
| Особенность | Литье методом выдува | Литейное формование под давлением |
|---|---|---|
| Тип детали | Полые (бутылки, ёмкости) | Твердые (шестерни, корпусы) |
| Основная сила | давление воздуха | Механическое давление впрыска |
| Начальная заготовка | Парасон (трубка) | Растаявшие гранулы |
| Сложность | Ограничено внешней оболочкой | Высокая внутренняя/внешняя деталировка |
Ключевые структурные различия: пустотелый vs. solid
Самое фундаментальное различие в литье под давлением vs литье впрыском дебате заключается в конечной структуре детали. Литье под давлением специально предназначено для создания пустотелых деталей, в то время как литье под давлением является золотым стандартом для производства целостных, высокоточных компонентов.
Толщина стенки и однородность
При blow molding мы растягиваем расплавленную трубку (парон) вдоль стенки формы. Поскольку материал должен пройти разное расстояние до углов, однородность толщины стенок часто варьируется. Углы и кромки обычно тоньше центральных стенок.
Напротив, литье под давлением обеспечивает абсолютную точность. Мы впрыскиваем материал в фиксированную полость под экстремальным давлением, что позволяет:
- Постоянная толщина стенки по всей детали.
- Строгие допуски для сочленяемых компонентов.
- У elimination “тонких мест”, которые могли привести к структурному сбою.
Сложность детали: ребра, выступы и геометрии
Если ваш дизайн требует сложных внутренних деталей, литьё под давлением — единственный выбор. Оно отлично справляется с внедрением сложные геометрии, таких как внутренние ребра для укрепления, резьбовые выступы и защелкивающиеся соединения. Продукция методом blow molding обычно ограничена внешней формой контейнера; добавление внутренних структурных особенностей затруднено, если не невозможно, из-за процесса воздухоразширения.
Структурная целостность и характеристики
Структурные потребности вашего проекта определяют метод ударопрочность и сохранение жидкости — представьте, как пластиковая бутылка может деформироваться и прыгать, не ломаясь. Твердые детали, полученные методом литья под давлением, предназначены для механической прочности, жесткости и долговечности в условиях длительной эксплуатации под нагрузками.
| Особенность | Литье методом выдува | Литейное формование под давлением |
|---|---|---|
| Строение детали | Полый | Твердый |
| Толщина стенки | Переменный (тоньше в углах) | Очень однородный |
| Внутренние детали | Низкий (в основном внешняя) | Высокий (ребра, выступы, резьбы) |
| Структурная цель | Устойчивость к удару/сдерживание | Механическая прочность/точность |
Когда мы смотрим на руководству по формованию и штамповке для промышленного производства очевидно, что выбор между этими двумя зависит исключительно от того, нужно ли деталью удерживать воздух/жидкость или функционировать как жесткий механический компонент. Для тех, кто переходит к высоким требованиям к точности металлических компонентов, наше машина для впрыска воска технология применяет те же принципы инъекции, чтобы создавать идеальные узоры для литья под давлением.
Выбор материалов в формовании воздухом vs литьем под давлением

Выбор подходящего материала — критический шаг при решении между формованием воздухом и инжекционным формованием. Большинство серий массового производства используют обычные термопластичные смолы, но то, как ведут себя эти материалы под напряжением, определяет, какой процесс жизнеспособен для вашей геометрии детали.
- Общие материалы: HDPE, LDPE, PP и PET являются отраслевыми стандартами для обоих процессов из-за их долговечности и перерабатываемости.
- Поведение при литье под давлением: Материал должен иметь высокий коэффициент текучести для заполнения сложных углов полости формы при сильном зажиме. Это обеспечивает отличную качество поверхностной обработки и точную однородность толщины стенок.
- Поведение при формовании воздухом: смола должна обладать высокой прочностью расплава. Во время экструзии париса материал должен висеть вертикально, не растягиваясь слишком тонко до фазы расширения воздуха, который прижимает его к стенкам формы.
В то время как стандартные plastics доминируют в потребительских товарах, специализированное производство требует иного подхода. На нашем предприятии мы распространяем эти принципы точности на производство образцов для литья под давлением. Вместо традиционных термопластов мы используем специализированные воски, разработанные для экстремальной точности. Наш восковую инжекционную машину для инвестиционного литья предназначен для работы с этими материалами, обеспечивая устойчивость и деталировку, необходимую для компонентов из металла промышленного класса. Независимо от того, работаете ли вы с HDPE для полого контейнера или с специализированным воском для лопасти турбины, понимание поведения материалов под давлением является ключом к поддержанию структурной целостности и масштабируемости производства.
Анализ затрат: оснастка и производственная эффективность
В споре о литье под давлением vs литье впрыском, финансовое решение обычно зависит от первоначальных инвестиций по сравнению с долгосрочной отдачей.
Начальные затраты на инструменты
Литье под давлением, как правило, является более экономичным вариантом для инструментов. Поскольку внутренние давления относительно низкие, мы можем использовать алюминиевые формы вместо дорогого закаленного стали, требуемого для литейного формования. Это снижает входные затраты на литье под давлением, особенно для крупных деталей. Литье под давлением затраты на оснастку выше из-за точности и прочности, необходимых для выдерживания высокого давления расплавленного пластика.
Циклы и массовое производство
- Высокая скорость выпуска продукции: Литье под давлением — это золотой стандарт для эффективности цикла при производстве небольших, однородных компонентов в огромных количествах.
- Эффективность полостей: Литье под давлением доминирует в массовое производство производстве бутылок и контейнеров, где скорость сочетается со способностью быстро создавать тонкостенные конструкции.
- Автоматизация: Чтобы максимизировать эти скорости, мы часто обращаемся к интеграцию робототехники литья под давлением на заводе и автоматизированным решениям по обработке частей, чтобы управлять удалением деталей и вторичной обработкой, обеспечивая, чтобы конвейер никогда не останавливался.
Управление отходами
Оба процесса спроектированы так, чтобы быть устойчивыми за счет повторного использования переработанного материала, что контролирует затраты на материал.
- Литье под давлением: Производит “зазор” (избыточный материал по краю формы), который обрезается и сразу перерабатывается обратно в бункер.
- Литье под давлением: Производит отходы за счелами и каналами, которые также легко перерабатываются и повторно используются.
- Последовательность: Эффективное управление отходами и автоматическая обрезка обеспечивают низкие затраты на материалы даже в условиях высоких выпусков, обеспечивая конкурентоспособность на рынке.
Сведение по функциям
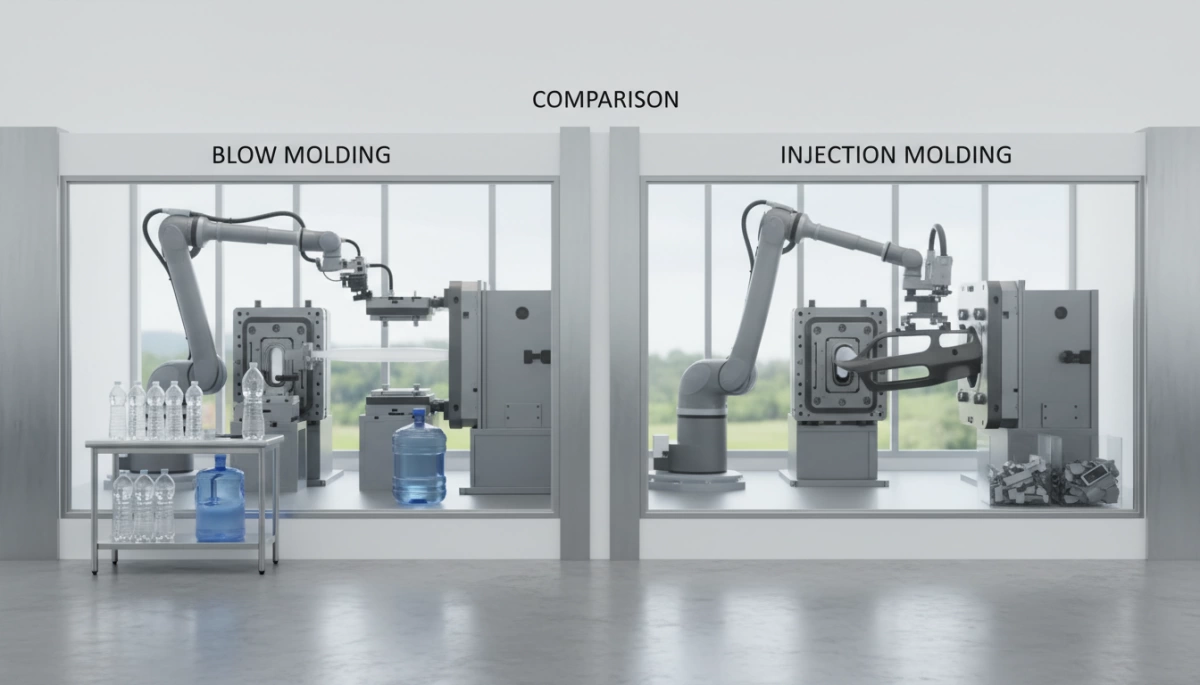
Решение между литье под давлением vs литье впрыском зависит полностью от предполагаемого использования вашей части и вашего бюджета на первоначальную установку. Мы проанализировали основные показатели, чтобы показать, как эти процессы работают в реальной производственной среде.
| Особенность | Литье методом выдува | Литейное формование под давлением |
|---|---|---|
| Геометрия деталей | Полые детали (бутылки, чемоданы) | Твердые, сложные детали (зубчатые колеса, крышки) |
| Стоимость инструментов | Обычно ниже | Выше из-за сложности формовки |
| Срок исполнения | Краткая фреза формы | Длительное проектирование и сборка |
| Типичный объем | Производство высокого объема | Массовая производственная масштабируемость |
| Качество отделки поверхности | Хорошее, но ограничено давлением воздуха | Исключительная точность и детализация |
Для более технического разбора того, как различное оборудование справляется с этими требованиями к производству, вы можете ознакомиться с нашим сравнение машин чтобы увидеть, какая конфигурация соответствует вашим целевым целям по выпуску.
Ключевые выводы для планирования производства
- Геометрия детали: Литье под воздействием воздуха является отраслевым стандартом для полых контейнеров. Если ваш дизайн требует сплошных стенок, внутренних ребер или высокой точности выступов, инжекционное формование — единственный жизнеспособный путь.
- Затраты на оснастку: Поскольку литье под воздействием воздушной подачи выполняется под более низким давлением, формы часто изготавливают из алюминия или более легких сплавов, что делает их значительно дешевле, чем твердо закаленные стальные формы, необходимые для литья под высоким давлением.
- Качество отделки поверхности: Литье под давлением обеспечивает гораздо больший уровень контроля над окончательным внешним видом. Это критично для деталей, требующих определенных текстур или ярко-глянцевой отделки прямо из формы.
- Производственная масштабируемость: Хотя обе технологии позволяют выпускать крупные партии, литье под давлением предлагает непревзойденную эффективность цикла для мелких, сложных деталей, выпускаемых в миллионах экземпляров.
Когда выбирать литье под воздушной подачей vs литье под давлением

Выбор подходящего производственного процесса полностью зависит от дизайна и функций вашей детали. Если ваш продукт должен быть полым, литьё под воздушной подачей — отраслевой стандарт. Если вашей детали требуются высокая структурная прочность, сплошные стенки или сложные детали, процессов литья под давлением — превосходный выбор.
Лучшие применения литья под воздушной подачей
Литье под воздушной подачей предназначено для тонкостенных полых объектов. Это основной метод для изделий, которые должны держать жидкости или воздух без массы твёрдого пластикового массив.
- Потребительские товары: Пластиковые бутылки, кувшины и лейки для полива.
- Автомобильный: Емкости для топлива и резервуары для жидкостей.
- Промышленное: Емкости для оптового хранения и крупные защитные кейсы.
- Игрушки: Полые мячи и лёгкие пластиковые игровые устройства.
Лучшие приложения для литья под давлением
Литье под давлением отлично подходит для производства твердых деталей высокой точности. Это предпочтительный метод для деталей, требующих жестких допусков и сложных внутренних геометрий, таких как ребра или выступы. Для тех, кто расширяется в высокоточное производство металлов, понимание проекции воска-заливки существенно для создания форм, используемых в передовом литье под давлением по методам точной инвестиционной заливки.
- Медицинские изделия: шприцы, хирургические инструменты и диагностическое оборудование.
- Электронные компоненты: Корпуса компьютеров, чехлы для телефонов и внутренние разъемы.
- Автомобильный интерьер: Панели приборов, ручки управления и сложные сборки воздуховодов.
- Промышленные детали: Зубчатые колеса, клапаны и механические компоненты тяжелого типа.
Сравнительная таблица приложений
| Особенность | Выбор для blown-молдинга | Выбор для инжекционного литья |
|---|---|---|
| Строение детали | Полый или двустенный | Твердый и с высокой плотностью |
| Сложность | Простые внешние формы | Сложные внутренние/внешние детали |
| Основная цель | Объем и содержание | Точность и механическая прочность |
| Типичные изделия | Бутылки, баки, контейнеры | Зубчатые колеса, корпуса, медицинские инструменты |
Решение между литье под давлением vs литье впрыском приходится опираться на правило “полый против сплошного”. Если деталь должна быть одноразмерной полой ёмкостью, blown-молдинг выигрывает по стоимости и эффективности. Для всего прочего, требующего высокой скорости повторяемости и прочности конструкции, инжекционное литье остается золотым стандартом.
ТочностьWax Injection (Beyond Plastics)
Хотя спор между литьём под давлением и инжекционным формованием обычно фокусируется на пластиковых изделиях, основы высокого давления инъекции жизненно важны для изготовления металла высокого класса. В Vastpce мы переносим эти концепции в область литья по выплавляемым моделям. Наш индустриальное восковое оборудование для литья по моделям использует передовые технологии впрыска воска для создания жертвенных образцов, необходимых для процесса литья по выплавляемым моделям.
Переход от пластикового прототипа к промышленному металлическому компоненту требует уровня точности, который соответствует лучшим практикам инжекционного формования. Мы предоставляем оборудование, которое делает это возможным, гарантируя, что каждый восковый образец является идеальным копией финального металлического детали.
- Высокоточные образцы: Мы сосредоточены на сложной геометрии и точности в диапазоне допусков, которых не достигает литьё под давлением.
- Промышленная масштабируемость: Наши полностью автоматизированные машины предназначены для больших объёмов и скоростей, обеспечивая производственную эффективность.
- Безраскладный переход: Мы обеспечиваем переход от начальных пластиковых концепций к долговечным, прочным металлическим компонентам, используемым в аэрокосмической и медицинской сферах.
Применяя строгость инжекционного формования к воску, мы гарантируем, что полученные металлические детали сохраняют превосходную структурную целостность и качество отделки поверхности. Этот специализированный подход позволяет нам поддерживать отрасли, которым нужна не просто полость из пластика, а фундамент для высокоэффективной металлургии.
Распространенные FAQ: литьё под давлением против инжекционного формования
Литьё под давлением дешевле инжекционного формования?
Обычно да, если рассматривать затраты на оснастку. Литьё под давлением работает под значительно более низким давлением, что позволяет использовать алюминиевые формы вместо дорогого закаленного стали, необходимого для инжекционного формования. Это делает первоначальные инвестиции в литьё под давлением намного ниже, особенно для крупносерийных деталей, таких как баки или объемистые контейнеры.
Можно ли формовать полые детали инжекционным формованием?
Это возможно, но не является основной сильной стороной этого процесса. Чтобы создать полый объект с помощью инжекционного формования, обычно приходится формовать две отдельные детали и соединять их или использовать сложную технологию “газовой подачи”. Если вашей целью является бесшовная, цельная полая структура вроде бутылки, литьё под давлением является стандартным и наиболее эффективным методом.
Какий процесс быстрее для массового производства?
Оба процесса хорошо справляются с массовое производство, но инжекционное формование обычно предлагает лучший эффективности цикла для твердых, сложных деталей. Для пустотелых изделий blow-молдинг невероятно быстр. Выбор полностью зависит от геометрии детали; литье под давлением является королем высокоскоростной точности для solid-компонентов, в то время как blow-молдинг доминирует в скоростных требованиях для контейнеров.
Каковы ограничения по толщине стенки при blow-молдинге?
Самая большая пропасть — однородность толщины стенок. Поскольку blow-мolding полагается на воздух для растяжения пластика к стенкам формы, материал естественно становится тоньше на углах и глубоко вытянутых участках. Литье под давлением обеспечивает гораздо более жесткий контроль, гарантируя, что толщина остается однородной по всей детали.
Каково соотношение поверхности отделки между двумя методами?
Литье под давлением постоянно обеспечивает превосходную качество поверхностной обработки. Поскольку расплавленный материал заполняет точную форму под экстремальным давлением, он фиксирует каждые детали формы. Это позволяет достигать высокого блеска, насечек и сложных текстур, которые трудно достичь с использованием принципа воздушного расширения blow-молдинга.
Как эти процессы соотносятся с точными узорами?
Хотя эти методы ориентированы на пластик, те же принципы точности применимы к литью под инвестиционную модель. В нашем предприятии мы устраняем разрыв между пластиковыми прототипами и металлургическим производством. Мы используем передовые процессы заливки воска для создания высоко fidelity образцов. Понимание нюансов создания формы для воскового литья является essential для перехода от базового пластикового дизайна к высокопроизводительному металлическому компоненту.