
What Is Shell Mold Casting?
Shell mold casting is a precision-driven, expendable mold manufacturing process. Instead of using a massive flask filled with traditional molding sand, this technique utilizes a mixture of fine-grained sand and thermosetting resin. When applied to a heated metal pattern, this mixture cures into a thin, hardened shell. Once the shell halves are joined, liquid metal is poured into the cavity to form the final part. The highly efficient shell sand curing process metal casting method offers significantly tighter tolerances and smoother surface finishes compared to conventional sand casting.
History and Evolution in Metal Casting
Developed in Germany during the 1940s by Johannes Croning, the shell molding process revolutionized the foundry industry by addressing the limitations of traditional sand casting.
- Early Innovations: Initially created to mass-produce high-precision military parts with minimal machining requirements.
- Material Advancements: The shift from basic binders to advanced phenolic resins optimized the curing phase, resulting in stronger, more reliable shells capable of withstanding extreme thermal shock.
- Modern Integration: Today, automated machinery perfectly controls the temperature and resin-to-sand ratios, transforming a heavily manual technique into a highly scalable industrial standard.
Importance in Modern Manufacturing
As a leading casting processing machinery manufacturer and supplier, we recognize that shell molding is an indispensable asset for the global market. The modern manufacturing sector aggressively demands efficiency, precision, and cost-effectiveness.
- Superior Accuracy: Drastically minimizes the need for extensive post-casting machining, saving both time and labor costs.
- Optimized Resource Use: Consumes significantly less sand than traditional methods, creating a lighter, more easily transportable mold.
- Exceptional Quality: Safely accommodates high-temperature molten metal, reliably yielding complex parts with intricate internal cavities and excellent dimensional stability.
This proven process expertly bridges the gap between basic casting methods and highly expensive precision techniques, establishing itself as a vital cornerstone of modern industrial production.
The Shell Sand Curing Process in Metal Casting
The shell sand curing process metal casting is a precise thermal method we use to bridge the gap between standard green sand casting and high-cost investment casting. This technique relies on a chemical reaction between heat and thermosetting resins to create a mold that offers exceptional dimensional stability and surface finish.
Pattern Creation and Preheating
Every cycle begins with a precision-machined metal pattern, typically made from iron or steel to withstand repeated thermal cycling. Unlike cold processes, we must heat this pattern significantly to activate the chemical binders. We bring the metal pattern to a temperature range of 175°C to 370°C. This preheating step is critical; if the pattern is too cool, the shell won’t form, and if it is too hot, the resin may burn prematurely. For those interested in the broader fundamentals of mold creation, understanding how to make a sand cast mold provides essential context for these advanced thermal techniques.
Resin-Coated Sand Application and Curing
Once the pattern reaches the target temperature, we apply the resin-coated sand. We use high-purity silica sand (≥ 97% SiO₂, AFS 50–70) mixed with 2.5–5% thermosetting resin, such as Phenolic, Furan, or Epoxy.
- Investment: The sand mixture is dumped or blown onto the hot pattern. The heat from the pattern melts the resin, causing the sand grains to adhere to the surface.
- Shell Formation: Within seconds, a hard shell forms against the pattern face. We control the dwell time to achieve a specific shell thickness, typically between 6 mm and 13 mm.
- Curing: The pattern, now coated with the sand shell, often goes through a secondary heating phase. This curing duration lasts 2 to 5 minutes, ensuring the resin matrix fully cross-links. This results in a rigid mold capable of withstanding significant pressure without deformation.
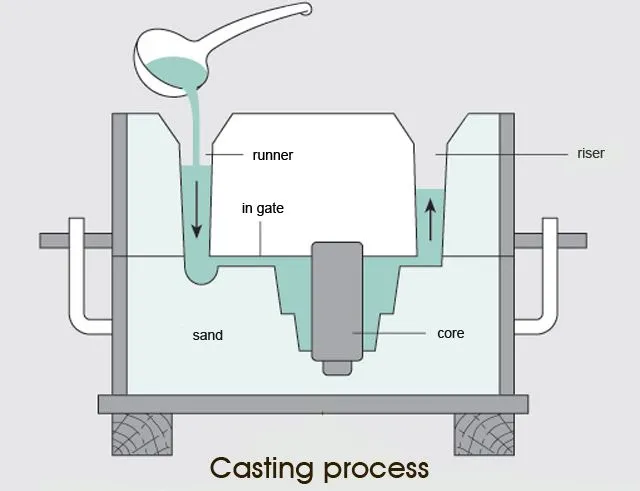
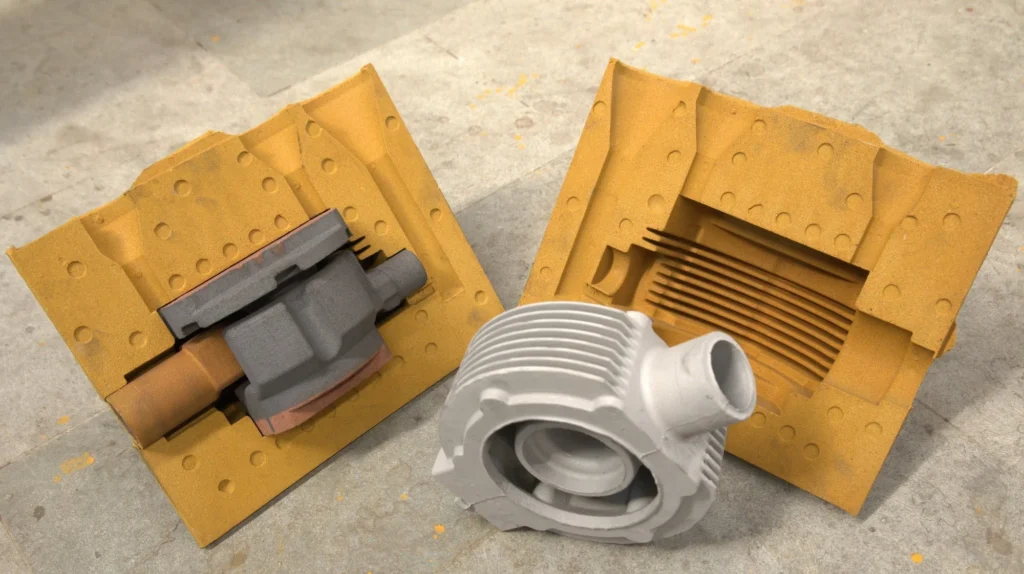
Mold Assembly and Molten Metal Pouring
After curing, we eject the hardened shell from the pattern. Since the shell is only a half-mold, we bond two halves together using high-strength glue or clamps to form a complete cavity. This assembled mold is robust, capable of withstanding molten metal pressures up to 0.5 MPa.
We then pour the liquid metal directly into the shell assembly. Our process accommodates a wide range of pouring temperatures depending on the alloy:
- Aluminum Alloys: ~700°C
- Ductile Iron: ~1,350°C
- Steel: ~1,450°C
Cooling, Shakeout, and Casting Finishing
As the metal solidifies, the heat from the casting eventually burns out the resin binder—a process known as pyrolytic decomposition. This makes shakeout incredibly efficient; the mold essentially crumbles away from the solid metal part.
The final result of the shell sand curing process metal casting is a component with superior surface quality, boasting a roughness (Ra) between 3.2 µm and 6.3 µm. The dimensional precision is equally impressive, holding tolerances of ±0.3 mm. This high level of accuracy significantly reduces the need for secondary machining, allowing for faster turnaround times compared to traditional methods detailed in our sand mold casting guide.
Suitable Materials for Shell Sand Casting
As a casting processing machinery manufacturer and supplier, we know that matching the right metal to your process is critical. The shell sand curing process metal casting method is incredibly versatile. It handles intense heat and delivers tight tolerances when pouring molten metal into an expendable mold.
Here are the primary materials that thrive in this process:
Carbon and Alloy Steels
The shell process handles high-temperature pours without breaking a sweat. This makes it ideal for tough, high-strength materials.
- High precision: Captures intricate details even with high melting points.
- Durability: Perfect for heavy-duty industrial components that require solid structural integrity.
Cast Irons
Cast iron is a major staple in shell mold casting. Whether pouring gray iron or ductile iron, the hardened molding sand holds up beautifully against the liquid metal.
- Superior finish: We get much better surface quality and fewer defects compared to what you typically see when using green sand in casting.
- Consistency: The rigid molds prevent wall movement or swelling, ensuring accurate dimensions every single time.
Aluminum and Non-Ferrous Metals
While heavy metals are standard, we also sand cast a ton of lighter, non-ferrous materials. If you want a deeper look at how different materials behave in production, our comprehensive mold and cast guide breaks it down further.
- Excellent flow: Aluminum, copper, and brass flow smoothly into the fine cavities of the shell.
- Clean surfaces: The incredibly smooth interior walls drastically reduce the need for secondary machining and polishing.
Advantages and Limitations of the Process
High Precision and Superior Surface Finish
When we utilize the shell sand curing process metal casting technique, the immediate benefit is exceptional accuracy. The resin-coated molding sand bakes tightly against the heated metal pattern to form a rigid, highly detailed expendable mold. Once the liquid metal fills this cavity, it captures complex geometries flawlessly. This delivers a smooth, superior surface finish that traditional sand casting simply cannot match.
Reduced Material Waste and Machining
Because of this high precision, your cast parts require significantly less post-casting machining. You get much closer to the final net-shape right out of the mold, saving time and labor. Additionally, shell mold casting relies on a thin, hollow shell rather than a massive, heavy flask of sand. This drastically cuts down on material waste. Leveraging automation in the casting process for high precision investment castings can further lock in these material efficiencies, optimizing your entire production line.
Equipment Setup and Tooling Costs
Every manufacturing process has its hurdles, and for shell molding, it is the upfront cost. Creating the heavy-duty metal patterns required to withstand repetitive heating and curing is expensive.
- High Initial Investment: Tooling costs are much steeper compared to standard wooden or plastic patterns.
- Volume Requirement: Because of the setup costs, this process is most cost-effective for medium to high-volume production runs.
As a casting processing machinery manufacturer, we know that whether you are investing in durable metal patterns or an automated wax injection machine, upfront capital is required to achieve repeatable, long-term precision.
Size Limitations for Castings
ly, we must recognize that this method is not viable for massive parts. The process is specifically engineered for small to medium-sized components.
- Weight Constraints: This method is typically best suited for metal parts weighing under 100 lbs.
- Structural Integrity: While strong, a thin shell mold will eventually struggle to safely contain massive, heavy volumes of molten metal without risking structural failure.
- Oven Capacity: Heating and curing oversized metal patterns requires excessively large ovens, making it impractical and highly energy-intensive for oversized jobs.
Common Applications of Shell Molding
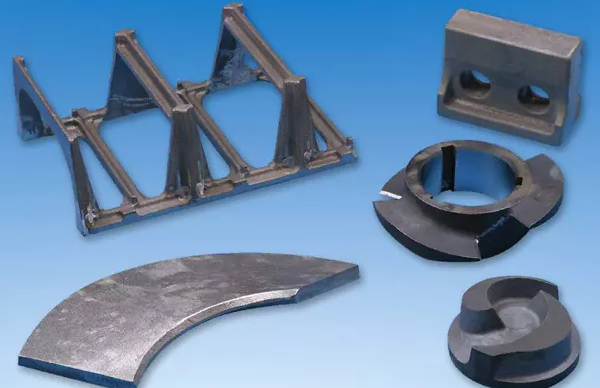
The shell sand curing process metal casting technique is a preferred choice for industries that require a balance between high precision, surface quality, and cost-effective production volumes. By bridging the gap between conventional green sand casting and expensive investment casting, we provide solutions for critical sectors where component failure is not an option.
Automotive and Transportation Components
In the automotive and transportation sectors, consistency and cycle time are critical. We utilize shell molding to manufacture high-stress powertrain components, such as cylinder heads, connecting rods, and gear housings. The process supports high automation, allowing us to achieve daily throughputs of 400–600 parts per station while maintaining tight dimensional tolerances of ±0.3 mm.
By employing advanced automated shell coating application systems, we ensure uniform resin distribution on the sand, resulting in molds that yield highly repeatable parts for cars, railways, and marine engines.
Key Automotive Applications:
- Engine Components: Camshafts and crankshafts requiring excellent wear resistance.
- Transmission Parts: Gearbox cases and shift forks.
- Braking Systems: Complex geometries for brake calipers and drums.
Aerospace Industry Parts
The aerospace industry demands components with complex geometries and superior strength-to-weight ratios. The shell sand curing process allows us to cast thin-walled parts that maintain structural integrity under extreme conditions. Because the cured shell is rigid and strong (withstanding up to 0.5 MPa pressure), we can produce intricate designs that would be difficult to achieve with green sand.
Furthermore, the superior surface finish (Ra 3.2 µm – 6.3 µm) significantly reduces the need for secondary machining, which is vital when working with expensive aerospace-grade alloys. This efficiency helps streamline the production of non-critical structural brackets and interior components.
Industrial Machinery and Equipment
For the industrial sector, particularly in fluid handling and robotics, internal surface quality is paramount. We extensively use shell molding to produce pump bodies, impellers, and valve housings where smooth internal channels are necessary to prevent flow restriction and turbulence.
The high stability of the resin-bonded sand ensures that these castings are leak-free and dimensionally accurate, making them ideal for:
- Hydraulics: Valve bodies and manifolds.
- Agriculture: Durable brackets and gear cases for heavy machinery.
- Robotics: Precision arms and joint housings requiring minimal finishing.
Shell Mold Casting vs. Traditional Sand Casting
When evaluating expendable mold processes, comparing shell molding to traditional sand casting reveals clear differences in performance, speed, and cost. As a casting processing machinery Manufacturer and supplier, we see firsthand how choosing the right method directly impacts the quality and profitability of the final product.
Surface Finish and Dimensional Accuracy
- Shell Mold Casting: Delivers exceptionally smooth surfaces and tight tolerances. The fine resin-coated sand used in the shell sand curing process metal casting bakes into a hard, rigid shell that captures intricate pattern details perfectly.
- Traditional Sand Casting: Relies on coarser molding sand packed around a pattern. This results in a much rougher surface texture that almost always requires heavy post-machining to meet specifications.
Production Speed and Scalability
- High-Volume Efficiency: The shell mold casting process is incredibly fast once set up. Because the sand mixture cures rapidly against the heated pattern, producing the molds takes only seconds. This repeatability makes it highly scalable for mass production.
- Pouring Operations: Both methods are designed to handle high-temperature liquid metal, but shell molds are lighter, easier to handle, and can often be stacked. This allows operators to pour molten metal more efficiently, increasing the overall throughput on the foundry floor.
Cost and Environmental Considerations
| Feature | Shell Molding | Traditional Sand Casting |
|---|---|---|
| Initial Tooling Cost | High (requires durable, heatable metal patterns) | Low (uses simple wood, plastic, or soft metal patterns) |
| Per-Part Cost (High Volume) | Low (minimal machining and finishing needed) | Higher (due to extensive secondary finishing operations) |
| Material Waste | Lower (thin shells use significantly less sand) | Higher (requires massive, heavy sand flasks) |
While traditional methods offer lower entry costs for short runs, shell molding pays off rapidly in high-volume production by minimizing waste and eliminating secondary operations. Much like the advantage of investment casting over green sand casting, upgrading to the shell process drastically cuts down on post-casting machining, saving both time and money in the long run.